
Arama Sonuçları
Aranan : -- Çizgi Ötesi Liderlik Eğitimi
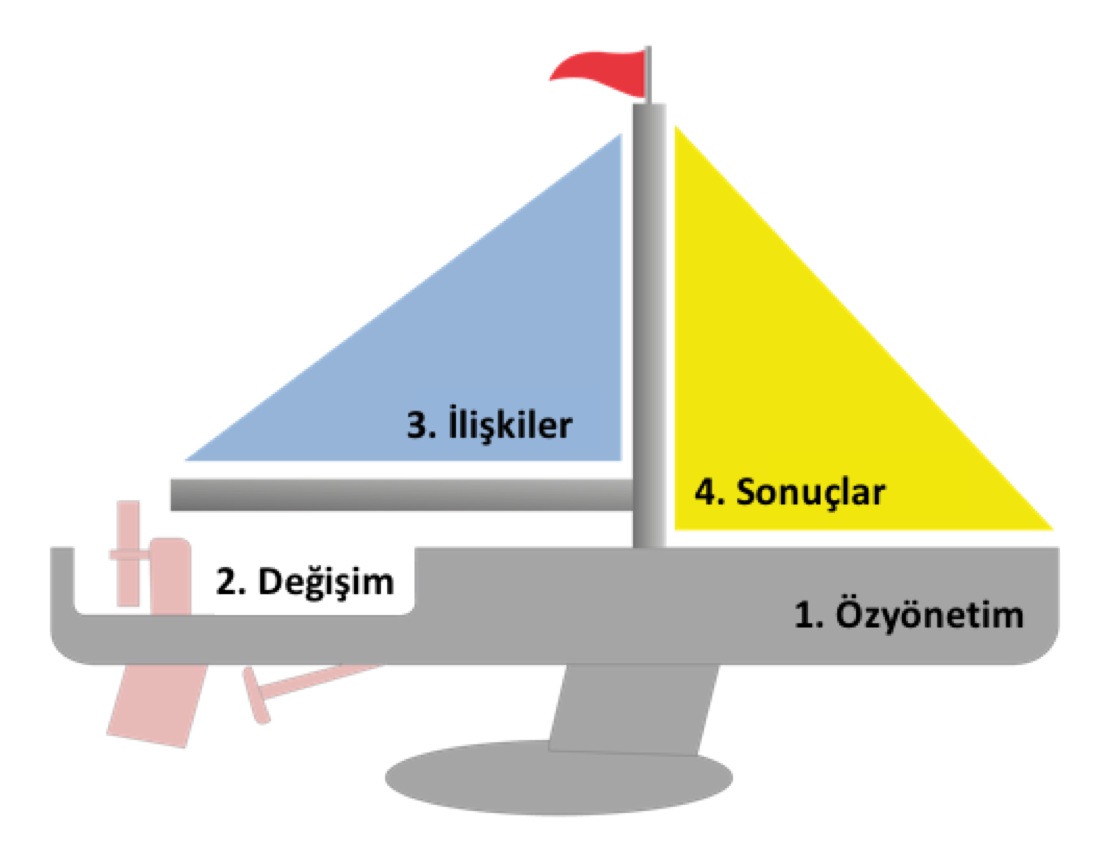
12K ALL Çizgi Ötesi Liderlik Gelişim Modeli bireylerin liderlik özelliklerini analiz etmek, belirlemek ve geliştirmek için oluşturulmuş bir modeldir. InoTec tarafından geliştirilen 12K Çizgi Ötesi Liderlik Modeline göre liderliğin 4 ana, 12 temel ve 107 alt kriteri bulunmaktadır. Bu eğitim 12 modülden oluşan ve 6-12 aylık süreye yayılan eğitim programının özet versiyonudur.
- Çizgi Ötesi Liderlik Gelişim Programı
Çizgi Ötesi Liderlik Gelişim Programı, yöneticilerin veya yönetici adaylarının yönetsel ve liderlik yetkinliklerini geliştirmeyi hedeflemektedir.
12K Çizgi Ötesi Liderlik Modeli (12K Above-the-Line Leadership Model), diğer benzer modellerin aksine zayıf yetkinliklere odaklanarak moral bozmaya değil, güçlü olan (çizgi ötesi) yetkinliklerin sağladığı motivasyonu kullanarak daha fazla yetkinliği geliştirip, çizgi ötesi hale getirmeyi hedeflemektedir. Program dahilinde uygulanan ve 12 modülden oluşan eğitimler kişilerin mevcut durumdaki yetkinliğinden bağımsız olarak programa katılan tüm liderler için aynı kapsamda uygulanmaktadır. Doğaldır ki; 12 yetkinlik arasında çizgi ötesi yetkinliği bulunan liderler eğitim sonunda bu güçlü alanlarının farkına varacak ve daha etkin kullanarak elde ettikleri sonuçların hazzına varacak, gelişmesi gereken yetkinliklerde de anlamlı seviyede gelişim sağlayacaklardır.
Çizgi ötesi liderlik gelişim programı;
- Mevcut durum tespiti,
- 12 ay boyunca yürütülen ve 12 modülden oluşan program ile liderlerin çizgi ötesi yetkinliklerinin geliştirilmesi,
- Program sonunda gelişim seviyesinin tespiti
olmak üzere 3 ana bileşenden oluşmaktadır.
- Ölçüm Sistemleri Analizi (MSA) - 4. revizyon
Ölçüm Sistemleri Analizi (MSA) ISO/TS 16949:2009 Kalite Yönetim Sistemi çerçevesinde her yeni ürünün devreye alınması aşamasında; müşteri tarafından belirlenmiş olan kritik karakteristiklerin doğru ölçüldüğünü garanti etmek ve seri imalata alınmış ürünlerin ölçümleri sırasında kullanılan ölçüm sistemlerinin yetkinliğini analiz etmekte kullanılan bir yöntemdir.
Eğitim kapsamında, ISO/TS 16949:2009 Kalite Yönetim Sistemi çerçevesinde ortaya konulmuş olan Tekrarlanabilirlik, ve Yeniden Üretilebilirlik (GRR) testi ile uygulamalı olarak Ölçüm Sistemleri Analizi (MSA) etraflı olarak ele alınmaktadır.
Bu eğitim içeriği Otomotiv Endüstrisi Aksiyon Grubu (AIAG) tarafından yayınlanan MSA Kitapçığının revizyonuna göre sürekli olarak güncel tutulmaktadır. - Ölçüm Sistemleri Analizi (MSA) - 4. revizyon
Ölçüm Sistemleri Analizi (MSA) ISO/TS 16949:2009 Kalite Yönetim Sistemi çerçevesinde her yeni ürünün devreye alınması aşamasında; müşteri tarafından belirlenmiş olan kritik karakteristiklerin doğru ölçüldüğünü garanti etmek ve seri imalata alınmış ürünlerin ölçümleri sırasında kullanılan ölçüm sistemlerinin yetkinliğini analiz etmekte kullanılan bir yöntemdir.
Eğitim kapsamında, ISO/TS 16949:2009 Kalite Yönetim Sistemi çerçevesinde ortaya konulmuş olan Tekrarlanabilirlik, ve Yeniden Üretilebilirlik (GRR) testi ile uygulamalı olarak Ölçüm Sistemleri Analizi (MSA) etraflı olarak ele alınmaktadır.
Bu eğitim içeriği Otomotiv Endüstrisi Aksiyon Grubu (AIAG) tarafından yayınlanan MSA Kitapçığının revizyonuna göre sürekli olarak güncel tutulmaktadır. - Ölçüm Sistemleri Analizi (MSA) - 4. revizyon
Ölçüm Sistemleri Analizi (MSA) ISO/TS 16949:2009 Kalite Yönetim Sistemi çerçevesinde her yeni ürünün devreye alınması aşamasında; müşteri tarafından belirlenmiş olan kritik karakteristiklerin doğru ölçüldüğünü garanti etmek ve seri imalata alınmış ürünlerin ölçümleri sırasında kullanılan ölçüm sistemlerinin yetkinliğini analiz etmekte kullanılan bir yöntemdir.
Eğitim kapsamında, ISO/TS 16949:2009 Kalite Yönetim Sistemi çerçevesinde ortaya konulmuş olan Tekrarlanabilirlik, ve Yeniden Üretilebilirlik (GRR) testi ile uygulamalı olarak Ölçüm Sistemleri Analizi (MSA) etraflı olarak ele alınmaktadır.
Bu eğitim içeriği Otomotiv Endüstrisi Aksiyon Grubu (AIAG) tarafından yayınlanan MSA Kitapçığının revizyonuna göre sürekli olarak güncel tutulmaktadır. - Ölçüm Sistemleri Analizi (MSA) - 4. revizyon
Ölçüm Sistemleri Analizi (MSA) ISO/TS 16949:2009 Kalite Yönetim Sistemi çerçevesinde her yeni ürünün devreye alınması aşamasında; müşteri tarafından belirlenmiş olan kritik karakteristiklerin doğru ölçüldüğünü garanti etmek ve seri imalata alınmış ürünlerin ölçümleri sırasında kullanılan ölçüm sistemlerinin yetkinliğini analiz etmekte kullanılan bir yöntemdir.
Eğitim kapsamında, ISO/TS 16949:2009 Kalite Yönetim Sistemi çerçevesinde ortaya konulmuş olan Tekrarlanabilirlik, ve Yeniden Üretilebilirlik (GRR) testi ile uygulamalı olarak Ölçüm Sistemleri Analizi (MSA) etraflı olarak ele alınmaktadır.
Bu eğitim içeriği Otomotiv Endüstrisi Aksiyon Grubu (AIAG) tarafından yayınlanan MSA Kitapçığının revizyonuna göre sürekli olarak güncel tutulmaktadır. - Ölçüm Sistemleri Analizi (MSA) - 4. revizyon
Ölçüm Sistemleri Analizi (MSA) ISO/TS 16949:2009 Kalite Yönetim Sistemi çerçevesinde her yeni ürünün devreye alınması aşamasında; müşteri tarafından belirlenmiş olan kritik karakteristiklerin doğru ölçüldüğünü garanti etmek ve seri imalata alınmış ürünlerin ölçümleri sırasında kullanılan ölçüm sistemlerinin yetkinliğini analiz etmekte kullanılan bir yöntemdir.
Eğitim kapsamında, ISO/TS 16949:2009 Kalite Yönetim Sistemi çerçevesinde ortaya konulmuş olan Tekrarlanabilirlik, ve Yeniden Üretilebilirlik (GRR) testi ile uygulamalı olarak Ölçüm Sistemleri Analizi (MSA) etraflı olarak ele alınmaktadır.
Bu eğitim içeriği Otomotiv Endüstrisi Aksiyon Grubu (AIAG) tarafından yayınlanan MSA Kitapçığının revizyonuna göre sürekli olarak güncel tutulmaktadır. - Ölçüm Sistemleri Analizi (MSA) - 4. revizyon
Ölçüm Sistemleri Analizi (MSA) ISO/TS 16949:2009 Kalite Yönetim Sistemi çerçevesinde her yeni ürünün devreye alınması aşamasında; müşteri tarafından belirlenmiş olan kritik karakteristiklerin doğru ölçüldüğünü garanti etmek ve seri imalata alınmış ürünlerin ölçümleri sırasında kullanılan ölçüm sistemlerinin yetkinliğini analiz etmekte kullanılan bir yöntemdir.
Eğitim kapsamında, ISO/TS 16949:2009 Kalite Yönetim Sistemi çerçevesinde ortaya konulmuş olan Tekrarlanabilirlik, ve Yeniden Üretilebilirlik (GRR) testi ile uygulamalı olarak Ölçüm Sistemleri Analizi (MSA) etraflı olarak ele alınmaktadır.
Bu eğitim içeriği Otomotiv Endüstrisi Aksiyon Grubu (AIAG) tarafından yayınlanan MSA Kitapçığının revizyonuna göre sürekli olarak güncel tutulmaktadır. - 12K Ar-Ge (Inovasyon) Model Sertifika Programı
Yenilik yaratamayan ve bünyelerinde Ar-Ge (Araştırma Geliştirme) çalışmaları yapmayan kuruluşlar maalesef rekabette uzun soluklu olamayacaklar. Günümüz rekabet şartlarında mevcut ürünlerin üretimi ve satışı sırasında piyasanın fiyatlar üzerindeki etkisi, kurumların inisiyatifini ortadan kaldırmıştır. Özellikle düşük maliyetlerle üretim yapan ve piyasa fiyatlarını kontrol eden uluslararası oyuncular çoğu kuruluşun kâr etmesini önler seviyeye gelmiştir. Çin'in rekabet kabiliyeti kuruluşların yatırımlarını kaydırmasına ve ürünlerini bu ülkede ürettirmesine neden olmuştur. Kuruluşların bugün ve gelecekte var olabilmeleri için kendi inovasyon kabiliyetlerini, yani Ar-Ge altyapılarını geliştirmeleri şart görünmektedir. Ar-Ge altyapısı denilince; etkin bir Ar-Ge süreci, nitelikli insan kaynağı, laboratuar altyapısı, yeni ürün geliştirme stratejisi ve mevcut destek mekanizmalarından yararlanma konuları önemli rol oynamaktadır. Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır.
- 12K Ar-Ge (Inovasyon) Model Sertifika Programı
Yenilik yaratamayan ve bünyelerinde Ar-Ge (Araştırma Geliştirme) çalışmaları yapmayan kuruluşlar maalesef rekabette uzun soluklu olamayacaklar. Günümüz rekabet şartlarında mevcut ürünlerin üretimi ve satışı sırasında piyasanın fiyatlar üzerindeki etkisi, kurumların inisiyatifini ortadan kaldırmıştır. Özellikle düşük maliyetlerle üretim yapan ve piyasa fiyatlarını kontrol eden uluslararası oyuncular çoğu kuruluşun kâr etmesini önler seviyeye gelmiştir. Çin'in rekabet kabiliyeti kuruluşların yatırımlarını kaydırmasına ve ürünlerini bu ülkede ürettirmesine neden olmuştur. Kuruluşların bugün ve gelecekte var olabilmeleri için kendi inovasyon kabiliyetlerini, yani Ar-Ge altyapılarını geliştirmeleri şart görünmektedir. Ar-Ge altyapısı denilince; etkin bir Ar-Ge süreci, nitelikli insan kaynağı, laboratuar altyapısı, yeni ürün geliştirme stratejisi ve mevcut destek mekanizmalarından yararlanma konuları önemli rol oynamaktadır. Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır.
- 12K Ar-Ge (Inovasyon) Model Sertifika Programı
Yenilik yaratamayan ve bünyelerinde Ar-Ge (Araştırma Geliştirme) çalışmaları yapmayan kuruluşlar maalesef rekabette uzun soluklu olamayacaklar. Günümüz rekabet şartlarında mevcut ürünlerin üretimi ve satışı sırasında piyasanın fiyatlar üzerindeki etkisi, kurumların inisiyatifini ortadan kaldırmıştır. Özellikle düşük maliyetlerle üretim yapan ve piyasa fiyatlarını kontrol eden uluslararası oyuncular çoğu kuruluşun kâr etmesini önler seviyeye gelmiştir. Çin'in rekabet kabiliyeti kuruluşların yatırımlarını kaydırmasına ve ürünlerini bu ülkede ürettirmesine neden olmuştur. Kuruluşların bugün ve gelecekte var olabilmeleri için kendi inovasyon kabiliyetlerini, yani Ar-Ge altyapılarını geliştirmeleri şart görünmektedir. Ar-Ge altyapısı denilince; etkin bir Ar-Ge süreci, nitelikli insan kaynağı, laboratuar altyapısı, yeni ürün geliştirme stratejisi ve mevcut destek mekanizmalarından yararlanma konuları önemli rol oynamaktadır. Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır.
- 12K Ar-Ge (Inovasyon) Model Sertifika Programı
Yenilik yaratamayan ve bünyelerinde Ar-Ge (Araştırma Geliştirme) çalışmaları yapmayan kuruluşlar maalesef rekabette uzun soluklu olamayacaklar. Günümüz rekabet şartlarında mevcut ürünlerin üretimi ve satışı sırasında piyasanın fiyatlar üzerindeki etkisi, kurumların inisiyatifini ortadan kaldırmıştır. Özellikle düşük maliyetlerle üretim yapan ve piyasa fiyatlarını kontrol eden uluslararası oyuncular çoğu kuruluşun kâr etmesini önler seviyeye gelmiştir. Çin'in rekabet kabiliyeti kuruluşların yatırımlarını kaydırmasına ve ürünlerini bu ülkede ürettirmesine neden olmuştur. Kuruluşların bugün ve gelecekte var olabilmeleri için kendi inovasyon kabiliyetlerini, yani Ar-Ge altyapılarını geliştirmeleri şart görünmektedir. Ar-Ge altyapısı denilince; etkin bir Ar-Ge süreci, nitelikli insan kaynağı, laboratuar altyapısı, yeni ürün geliştirme stratejisi ve mevcut destek mekanizmalarından yararlanma konuları önemli rol oynamaktadır. Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır.
- 12K Ar-Ge (Inovasyon) Model Sertifika Programı
Yenilik yaratamayan ve bünyelerinde Ar-Ge (Araştırma Geliştirme) çalışmaları yapmayan kuruluşlar maalesef rekabette uzun soluklu olamayacaklar. Günümüz rekabet şartlarında mevcut ürünlerin üretimi ve satışı sırasında piyasanın fiyatlar üzerindeki etkisi, kurumların inisiyatifini ortadan kaldırmıştır. Özellikle düşük maliyetlerle üretim yapan ve piyasa fiyatlarını kontrol eden uluslararası oyuncular çoğu kuruluşun kâr etmesini önler seviyeye gelmiştir. Çin'in rekabet kabiliyeti kuruluşların yatırımlarını kaydırmasına ve ürünlerini bu ülkede ürettirmesine neden olmuştur. Kuruluşların bugün ve gelecekte var olabilmeleri için kendi inovasyon kabiliyetlerini, yani Ar-Ge altyapılarını geliştirmeleri şart görünmektedir. Ar-Ge altyapısı denilince; etkin bir Ar-Ge süreci, nitelikli insan kaynağı, laboratuar altyapısı, yeni ürün geliştirme stratejisi ve mevcut destek mekanizmalarından yararlanma konuları önemli rol oynamaktadır. Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır.
- 12K Ar-Ge (Inovasyon) Model Sertifika Programı
Yenilik yaratamayan ve bünyelerinde Ar-Ge (Araştırma Geliştirme) çalışmaları yapmayan kuruluşlar maalesef rekabette uzun soluklu olamayacaklar. Günümüz rekabet şartlarında mevcut ürünlerin üretimi ve satışı sırasında piyasanın fiyatlar üzerindeki etkisi, kurumların inisiyatifini ortadan kaldırmıştır. Özellikle düşük maliyetlerle üretim yapan ve piyasa fiyatlarını kontrol eden uluslararası oyuncular çoğu kuruluşun kâr etmesini önler seviyeye gelmiştir. Çin'in rekabet kabiliyeti kuruluşların yatırımlarını kaydırmasına ve ürünlerini bu ülkede ürettirmesine neden olmuştur. Kuruluşların bugün ve gelecekte var olabilmeleri için kendi inovasyon kabiliyetlerini, yani Ar-Ge altyapılarını geliştirmeleri şart görünmektedir. Ar-Ge altyapısı denilince; etkin bir Ar-Ge süreci, nitelikli insan kaynağı, laboratuar altyapısı, yeni ürün geliştirme stratejisi ve mevcut destek mekanizmalarından yararlanma konuları önemli rol oynamaktadır. Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır.
- 12K Ar-Ge Model Eğitimi ve Analizi
Yenilik yaratamayan ve bünyelerinde Ar-Ge (Araştırma Geliştirme) çalışmaları yapmayan kuruluşlar maalesef rekabette uzun soluklu olamayacaklar. Günümüz rekabet şartlarında mevcut ürünlerin üretimi ve satışı sırasında piyasanın fiyatlar üzerindeki etkisi, kurumların inisiyatifini ortadan kaldırmıştır. Özellikle düşük maliyetlerle üretim yapan ve piyasa fiyatlarını kontrol eden uluslararası oyuncular çoğu kuruluşun kâr etmesini önler seviyeye gelmiştir. Çin'in rekabet kabiliyeti kuruluşların yatırımlarını kaydırmasına ve ürünlerini bu ülkede ürettirmesine neden olmuştur.
Kuruluşların bugün ve gelecekte var olabilmeleri için kendi inovasyon kabiliyetlerini, yani Ar-Ge altyapılarını geliştirmeleri şart görünmektedir. Ar-Ge altyapısı denilince; etkin bir Ar-Ge süreci, nitelikli insan kaynağı, laboratuar altyapısı, yeni ürün geliştirme stratejisi ve mevcut destek mekanizmalarından yararlanma konuları önemli rol oynamaktadır. Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır.
- 12K Ar-Ge Model Eğitimi ve Analizi
Yenilik yaratamayan ve bünyelerinde Ar-Ge (Araştırma Geliştirme) çalışmaları yapmayan kuruluşlar maalesef rekabette uzun soluklu olamayacaklar. Günümüz rekabet şartlarında mevcut ürünlerin üretimi ve satışı sırasında piyasanın fiyatlar üzerindeki etkisi, kurumların inisiyatifini ortadan kaldırmıştır. Özellikle düşük maliyetlerle üretim yapan ve piyasa fiyatlarını kontrol eden uluslararası oyuncular çoğu kuruluşun kâr etmesini önler seviyeye gelmiştir. Çin'in rekabet kabiliyeti kuruluşların yatırımlarını kaydırmasına ve ürünlerini bu ülkede ürettirmesine neden olmuştur.
Kuruluşların bugün ve gelecekte var olabilmeleri için kendi inovasyon kabiliyetlerini, yani Ar-Ge altyapılarını geliştirmeleri şart görünmektedir. Ar-Ge altyapısı denilince; etkin bir Ar-Ge süreci, nitelikli insan kaynağı, laboratuar altyapısı, yeni ürün geliştirme stratejisi ve mevcut destek mekanizmalarından yararlanma konuları önemli rol oynamaktadır. Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır.
- 12K Ar-Ge Model Eğitimi ve Analizi
Yenilik yaratamayan ve bünyelerinde Ar-Ge (Araştırma Geliştirme) çalışmaları yapmayan kuruluşlar maalesef rekabette uzun soluklu olamayacaklar. Günümüz rekabet şartlarında mevcut ürünlerin üretimi ve satışı sırasında piyasanın fiyatlar üzerindeki etkisi, kurumların inisiyatifini ortadan kaldırmıştır. Özellikle düşük maliyetlerle üretim yapan ve piyasa fiyatlarını kontrol eden uluslararası oyuncular çoğu kuruluşun kâr etmesini önler seviyeye gelmiştir. Çin'in rekabet kabiliyeti kuruluşların yatırımlarını kaydırmasına ve ürünlerini bu ülkede ürettirmesine neden olmuştur.
Kuruluşların bugün ve gelecekte var olabilmeleri için kendi inovasyon kabiliyetlerini, yani Ar-Ge altyapılarını geliştirmeleri şart görünmektedir. Ar-Ge altyapısı denilince; etkin bir Ar-Ge süreci, nitelikli insan kaynağı, laboratuar altyapısı, yeni ürün geliştirme stratejisi ve mevcut destek mekanizmalarından yararlanma konuları önemli rol oynamaktadır. Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır.
- 12K Ar-Ge Model Eğitimi ve Analizi
Yenilik yaratamayan ve bünyelerinde Ar-Ge (Araştırma Geliştirme) çalışmaları yapmayan kuruluşlar maalesef rekabette uzun soluklu olamayacaklar. Günümüz rekabet şartlarında mevcut ürünlerin üretimi ve satışı sırasında piyasanın fiyatlar üzerindeki etkisi, kurumların inisiyatifini ortadan kaldırmıştır. Özellikle düşük maliyetlerle üretim yapan ve piyasa fiyatlarını kontrol eden uluslararası oyuncular çoğu kuruluşun kâr etmesini önler seviyeye gelmiştir. Çin'in rekabet kabiliyeti kuruluşların yatırımlarını kaydırmasına ve ürünlerini bu ülkede ürettirmesine neden olmuştur.
Kuruluşların bugün ve gelecekte var olabilmeleri için kendi inovasyon kabiliyetlerini, yani Ar-Ge altyapılarını geliştirmeleri şart görünmektedir. Ar-Ge altyapısı denilince; etkin bir Ar-Ge süreci, nitelikli insan kaynağı, laboratuar altyapısı, yeni ürün geliştirme stratejisi ve mevcut destek mekanizmalarından yararlanma konuları önemli rol oynamaktadır. Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır.
- 12K Ar-Ge Model Eğitimi ve Analizi
Yenilik yaratamayan ve bünyelerinde Ar-Ge (Araştırma Geliştirme) çalışmaları yapmayan kuruluşlar maalesef rekabette uzun soluklu olamayacaklar. Günümüz rekabet şartlarında mevcut ürünlerin üretimi ve satışı sırasında piyasanın fiyatlar üzerindeki etkisi, kurumların inisiyatifini ortadan kaldırmıştır. Özellikle düşük maliyetlerle üretim yapan ve piyasa fiyatlarını kontrol eden uluslararası oyuncular çoğu kuruluşun kâr etmesini önler seviyeye gelmiştir. Çin'in rekabet kabiliyeti kuruluşların yatırımlarını kaydırmasına ve ürünlerini bu ülkede ürettirmesine neden olmuştur.
Kuruluşların bugün ve gelecekte var olabilmeleri için kendi inovasyon kabiliyetlerini, yani Ar-Ge altyapılarını geliştirmeleri şart görünmektedir. Ar-Ge altyapısı denilince; etkin bir Ar-Ge süreci, nitelikli insan kaynağı, laboratuar altyapısı, yeni ürün geliştirme stratejisi ve mevcut destek mekanizmalarından yararlanma konuları önemli rol oynamaktadır. Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır.
- 12K Ar-Ge Model Eğitimi ve Analizi
Yenilik yaratamayan ve bünyelerinde Ar-Ge (Araştırma Geliştirme) çalışmaları yapmayan kuruluşlar maalesef rekabette uzun soluklu olamayacaklar. Günümüz rekabet şartlarında mevcut ürünlerin üretimi ve satışı sırasında piyasanın fiyatlar üzerindeki etkisi, kurumların inisiyatifini ortadan kaldırmıştır. Özellikle düşük maliyetlerle üretim yapan ve piyasa fiyatlarını kontrol eden uluslararası oyuncular çoğu kuruluşun kâr etmesini önler seviyeye gelmiştir. Çin'in rekabet kabiliyeti kuruluşların yatırımlarını kaydırmasına ve ürünlerini bu ülkede ürettirmesine neden olmuştur.
Kuruluşların bugün ve gelecekte var olabilmeleri için kendi inovasyon kabiliyetlerini, yani Ar-Ge altyapılarını geliştirmeleri şart görünmektedir. Ar-Ge altyapısı denilince; etkin bir Ar-Ge süreci, nitelikli insan kaynağı, laboratuar altyapısı, yeni ürün geliştirme stratejisi ve mevcut destek mekanizmalarından yararlanma konuları önemli rol oynamaktadır. Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır.
- AIAG - VDA Hata Türleri ve Etkileri Analizi (FMEA) Eğitimi
- AIAG - VDA Hata Türleri ve Etkileri Analizi (FMEA) Eğitimi
- AIAG - VDA Hata Türleri ve Etkileri Analizi (FMEA) Eğitimi
- AIAG - VDA Hata Türleri ve Etkileri Analizi (FMEA) Eğitimi
- AIAG - VDA Hata Türleri ve Etkileri Analizi (FMEA) Eğitimi
- AIAG - VDA Hata Türleri ve Etkileri Analizi (FMEA) Eğitimi
- APQP - PPAP ve Kontrol Planı Sertifika Programı
Otomotiv sektöründe, iş yapış şeklinde vazgeçilmez parametre; yeni ürünleri devreye alırken ilk aşamada hatasız, verimli ve düşük maliyetli ürünler elde etmek için oluşturulmuş “İleri Ürün Kalite Planlama” sürecidir. Bu süreçle sürdürülebilir iyileştirme mantığını temel alan ölçüde, müşteri isteklerine hassas, hızlı ilerleyen ve hızlı reaksiyon göstermeyi ön planda tutan sisteme geçilmesi hedeflenmektedir. Önde gelen ana sanayi firmaları ve otomotiv sektöründe faaliyet gösteren şirketlere ürün tedarik eden kuruluşların; kendi bünyelerindeki çalışanlarına entegre etmesi gereken,
- APQP – PPAP
- Hata Türleri ve Etkileri Analizi (FMEA)
- İstatistiksel Proses Kontrol (SPC)
- Ölçüm Sistemleri Analizi (MSA)
- Kontrol Planları
- 5S
- 8D
gibi konuları kapsamında bulunduran zengin içerikli sertifika programı; InoTec ‘ in Küresel Rekabet Ortamında Kurumsal Dönüşüm Projesi ve diğer eğitim programlarındaki deneyimi ile ortaya konulmuş, ülkemizde benzeri bulunmayan içerik ve eğitim metotlarıyla sunulmaktadır.
“On Adımda PPAP Yolculuğu” adıyla oluşturulan program, fiyat teklifi sunumundan itibaren, on adımda müşteri isteklerine uygun etkin proses dizaynı sonucu üretilmiş parçaların PPAP dosyaları ile sunumuna kadar geçen tüm süreci ele almaktadır.
Program sonunda şu 5 adet sertifika verilmektedir:
1. AIAG-VDA FMEA Sertifikası
2. Ölçüm Sistemi Analizi Sertifikası (MSA)
3. 8D Problem Çözme Tekniği Sertifikası
4. İstatistiksel Proses Kontrol Sertifikası (SPC)
5. APQP-PPAP Sertifika Programı Sertifikası
- APQP - PPAP ve Kontrol Planı Sertifika Programı
Otomotiv sektöründe, iş yapış şeklinde vazgeçilmez parametre; yeni ürünleri devreye alırken ilk aşamada hatasız, verimli ve düşük maliyetli ürünler elde etmek için oluşturulmuş “İleri Ürün Kalite Planlama” sürecidir. Bu süreçle sürdürülebilir iyileştirme mantığını temel alan ölçüde, müşteri isteklerine hassas, hızlı ilerleyen ve hızlı reaksiyon göstermeyi ön planda tutan sisteme geçilmesi hedeflenmektedir. Önde gelen ana sanayi firmaları ve otomotiv sektöründe faaliyet gösteren şirketlere ürün tedarik eden kuruluşların; kendi bünyelerindeki çalışanlarına entegre etmesi gereken,
- APQP – PPAP
- Hata Türleri ve Etkileri Analizi (FMEA)
- İstatistiksel Proses Kontrol (SPC)
- Ölçüm Sistemleri Analizi (MSA)
- Kontrol Planları
- 5S
- 8D
gibi konuları kapsamında bulunduran zengin içerikli sertifika programı; InoTec ‘ in Küresel Rekabet Ortamında Kurumsal Dönüşüm Projesi ve diğer eğitim programlarındaki deneyimi ile ortaya konulmuş, ülkemizde benzeri bulunmayan içerik ve eğitim metotlarıyla sunulmaktadır.
“On Adımda PPAP Yolculuğu” adıyla oluşturulan program, fiyat teklifi sunumundan itibaren, on adımda müşteri isteklerine uygun etkin proses dizaynı sonucu üretilmiş parçaların PPAP dosyaları ile sunumuna kadar geçen tüm süreci ele almaktadır.
Program sonunda şu 5 adet sertifika verilmektedir:
1. AIAG-VDA FMEA Sertifikası
2. Ölçüm Sistemi Analizi Sertifikası (MSA)
3. 8D Problem Çözme Tekniği Sertifikası
4. İstatistiksel Proses Kontrol Sertifikası (SPC)
5. APQP-PPAP Sertifika Programı Sertifikası
- APQP - PPAP ve Kontrol Planı Sertifika Programı
Otomotiv sektöründe, iş yapış şeklinde vazgeçilmez parametre; yeni ürünleri devreye alırken ilk aşamada hatasız, verimli ve düşük maliyetli ürünler elde etmek için oluşturulmuş “İleri Ürün Kalite Planlama” sürecidir. Bu süreçle sürdürülebilir iyileştirme mantığını temel alan ölçüde, müşteri isteklerine hassas, hızlı ilerleyen ve hızlı reaksiyon göstermeyi ön planda tutan sisteme geçilmesi hedeflenmektedir. Önde gelen ana sanayi firmaları ve otomotiv sektöründe faaliyet gösteren şirketlere ürün tedarik eden kuruluşların; kendi bünyelerindeki çalışanlarına entegre etmesi gereken,
- APQP – PPAP
- Hata Türleri ve Etkileri Analizi (FMEA)
- İstatistiksel Proses Kontrol (SPC)
- Ölçüm Sistemleri Analizi (MSA)
- Kontrol Planları
- 5S
- 8D
gibi konuları kapsamında bulunduran zengin içerikli sertifika programı; InoTec ‘ in Küresel Rekabet Ortamında Kurumsal Dönüşüm Projesi ve diğer eğitim programlarındaki deneyimi ile ortaya konulmuş, ülkemizde benzeri bulunmayan içerik ve eğitim metotlarıyla sunulmaktadır.
“On Adımda PPAP Yolculuğu” adıyla oluşturulan program, fiyat teklifi sunumundan itibaren, on adımda müşteri isteklerine uygun etkin proses dizaynı sonucu üretilmiş parçaların PPAP dosyaları ile sunumuna kadar geçen tüm süreci ele almaktadır.
Program sonunda şu 5 adet sertifika verilmektedir:
1. AIAG-VDA FMEA Sertifikası
2. Ölçüm Sistemi Analizi Sertifikası (MSA)
3. 8D Problem Çözme Tekniği Sertifikası
4. İstatistiksel Proses Kontrol Sertifikası (SPC)
5. APQP-PPAP Sertifika Programı Sertifikası
- APQP - PPAP ve Kontrol Planı Sertifika Programı
Otomotiv sektöründe, iş yapış şeklinde vazgeçilmez parametre; yeni ürünleri devreye alırken ilk aşamada hatasız, verimli ve düşük maliyetli ürünler elde etmek için oluşturulmuş “İleri Ürün Kalite Planlama” sürecidir. Bu süreçle sürdürülebilir iyileştirme mantığını temel alan ölçüde, müşteri isteklerine hassas, hızlı ilerleyen ve hızlı reaksiyon göstermeyi ön planda tutan sisteme geçilmesi hedeflenmektedir. Önde gelen ana sanayi firmaları ve otomotiv sektöründe faaliyet gösteren şirketlere ürün tedarik eden kuruluşların; kendi bünyelerindeki çalışanlarına entegre etmesi gereken,
- APQP – PPAP
- Hata Türleri ve Etkileri Analizi (FMEA)
- İstatistiksel Proses Kontrol (SPC)
- Ölçüm Sistemleri Analizi (MSA)
- Kontrol Planları
- 5S
- 8D
gibi konuları kapsamında bulunduran zengin içerikli sertifika programı; InoTec ‘ in Küresel Rekabet Ortamında Kurumsal Dönüşüm Projesi ve diğer eğitim programlarındaki deneyimi ile ortaya konulmuş, ülkemizde benzeri bulunmayan içerik ve eğitim metotlarıyla sunulmaktadır.
“On Adımda PPAP Yolculuğu” adıyla oluşturulan program, fiyat teklifi sunumundan itibaren, on adımda müşteri isteklerine uygun etkin proses dizaynı sonucu üretilmiş parçaların PPAP dosyaları ile sunumuna kadar geçen tüm süreci ele almaktadır.
Program sonunda şu 5 adet sertifika verilmektedir:
1. AIAG-VDA FMEA Sertifikası
2. Ölçüm Sistemi Analizi Sertifikası (MSA)
3. 8D Problem Çözme Tekniği Sertifikası
4. İstatistiksel Proses Kontrol Sertifikası (SPC)
5. APQP-PPAP Sertifika Programı Sertifikası
- APQP - PPAP ve Kontrol Planı Sertifika Programı
Otomotiv sektöründe, iş yapış şeklinde vazgeçilmez parametre; yeni ürünleri devreye alırken ilk aşamada hatasız, verimli ve düşük maliyetli ürünler elde etmek için oluşturulmuş “İleri Ürün Kalite Planlama” sürecidir. Bu süreçle sürdürülebilir iyileştirme mantığını temel alan ölçüde, müşteri isteklerine hassas, hızlı ilerleyen ve hızlı reaksiyon göstermeyi ön planda tutan sisteme geçilmesi hedeflenmektedir. Önde gelen ana sanayi firmaları ve otomotiv sektöründe faaliyet gösteren şirketlere ürün tedarik eden kuruluşların; kendi bünyelerindeki çalışanlarına entegre etmesi gereken,
- APQP – PPAP
- Hata Türleri ve Etkileri Analizi (FMEA)
- İstatistiksel Proses Kontrol (SPC)
- Ölçüm Sistemleri Analizi (MSA)
- Kontrol Planları
- 5S
- 8D
gibi konuları kapsamında bulunduran zengin içerikli sertifika programı; InoTec ‘ in Küresel Rekabet Ortamında Kurumsal Dönüşüm Projesi ve diğer eğitim programlarındaki deneyimi ile ortaya konulmuş, ülkemizde benzeri bulunmayan içerik ve eğitim metotlarıyla sunulmaktadır.
“On Adımda PPAP Yolculuğu” adıyla oluşturulan program, fiyat teklifi sunumundan itibaren, on adımda müşteri isteklerine uygun etkin proses dizaynı sonucu üretilmiş parçaların PPAP dosyaları ile sunumuna kadar geçen tüm süreci ele almaktadır.
Program sonunda şu 5 adet sertifika verilmektedir:
1. AIAG-VDA FMEA Sertifikası
2. Ölçüm Sistemi Analizi Sertifikası (MSA)
3. 8D Problem Çözme Tekniği Sertifikası
4. İstatistiksel Proses Kontrol Sertifikası (SPC)
5. APQP-PPAP Sertifika Programı Sertifikası
- APQP - PPAP ve Kontrol Planı Sertifika Programı
Otomotiv sektöründe, iş yapış şeklinde vazgeçilmez parametre; yeni ürünleri devreye alırken ilk aşamada hatasız, verimli ve düşük maliyetli ürünler elde etmek için oluşturulmuş “İleri Ürün Kalite Planlama” sürecidir. Bu süreçle sürdürülebilir iyileştirme mantığını temel alan ölçüde, müşteri isteklerine hassas, hızlı ilerleyen ve hızlı reaksiyon göstermeyi ön planda tutan sisteme geçilmesi hedeflenmektedir. Önde gelen ana sanayi firmaları ve otomotiv sektöründe faaliyet gösteren şirketlere ürün tedarik eden kuruluşların; kendi bünyelerindeki çalışanlarına entegre etmesi gereken,
- APQP – PPAP
- Hata Türleri ve Etkileri Analizi (FMEA)
- İstatistiksel Proses Kontrol (SPC)
- Ölçüm Sistemleri Analizi (MSA)
- Kontrol Planları
- 5S
- 8D
gibi konuları kapsamında bulunduran zengin içerikli sertifika programı; InoTec ‘ in Küresel Rekabet Ortamında Kurumsal Dönüşüm Projesi ve diğer eğitim programlarındaki deneyimi ile ortaya konulmuş, ülkemizde benzeri bulunmayan içerik ve eğitim metotlarıyla sunulmaktadır.
“On Adımda PPAP Yolculuğu” adıyla oluşturulan program, fiyat teklifi sunumundan itibaren, on adımda müşteri isteklerine uygun etkin proses dizaynı sonucu üretilmiş parçaların PPAP dosyaları ile sunumuna kadar geçen tüm süreci ele almaktadır.
Program sonunda şu 5 adet sertifika verilmektedir:
1. AIAG-VDA FMEA Sertifikası
2. Ölçüm Sistemi Analizi Sertifikası (MSA)
3. 8D Problem Çözme Tekniği Sertifikası
4. İstatistiksel Proses Kontrol Sertifikası (SPC)
5. APQP-PPAP Sertifika Programı Sertifikası
- APQP-PPAP Bilgilendirme
- APQP-PPAP Bilgilendirme
- APQP-PPAP Bilgilendirme
- APQP-PPAP Bilgilendirme
- APQP-PPAP Bilgilendirme
- APQP-PPAP Bilgilendirme
- APQP-PPAP Workshop
Son yıllarda otomotiv sektöründe iş yapış şekli olarak en önemli gelişme; yeni ürünleri devreye alırken ilk defada hatasız, verimli ve düşük maliyetle ürünler piyasaya sunmak için dizayn edilmiş ve birbirine entegre tekniklerin kullanıldığı APQP olarak isimlendirilen İleri Ürün Kalite Planlaması olarak dilimize yerleşen önemli bir sürecin hayata geçirilmesi olmuştur. Bu süreçle mümkün olduğunca müşteri isteklerine hassas, hızlı ilerleyen ve hızlı reaksiyon göstermeyi ön planda tutan sisteme kavuşulması hedeflenmektedir. Otomotiv sektöründe faaliyet gösteren ve önde gelen ana sanayi şirketlerine ürün tedarik eden kuruluşlar için zorunlu olan APQP-PPAP, FMEA, SPC, MSA, Kontrol Planları, 5S ve 8D konularının gerçek sırası içinde birbirine entegre olarak sunulduğu bu program; InoTec`in otomotiv sektöründeki ve diğer eğitim programlarındaki deneyimi ile ortaya konulmuş, ülkemizde benzeri bulunmayan içerik ve metotlarla sunulmaktadır. - APQP-PPAP Workshop
Son yıllarda otomotiv sektöründe iş yapış şekli olarak en önemli gelişme; yeni ürünleri devreye alırken ilk defada hatasız, verimli ve düşük maliyetle ürünler piyasaya sunmak için dizayn edilmiş ve birbirine entegre tekniklerin kullanıldığı APQP olarak isimlendirilen İleri Ürün Kalite Planlaması olarak dilimize yerleşen önemli bir sürecin hayata geçirilmesi olmuştur. Bu süreçle mümkün olduğunca müşteri isteklerine hassas, hızlı ilerleyen ve hızlı reaksiyon göstermeyi ön planda tutan sisteme kavuşulması hedeflenmektedir. Otomotiv sektöründe faaliyet gösteren ve önde gelen ana sanayi şirketlerine ürün tedarik eden kuruluşlar için zorunlu olan APQP-PPAP, FMEA, SPC, MSA, Kontrol Planları, 5S ve 8D konularının gerçek sırası içinde birbirine entegre olarak sunulduğu bu program; InoTec`in otomotiv sektöründeki ve diğer eğitim programlarındaki deneyimi ile ortaya konulmuş, ülkemizde benzeri bulunmayan içerik ve metotlarla sunulmaktadır. - APQP-PPAP Workshop
Son yıllarda otomotiv sektöründe iş yapış şekli olarak en önemli gelişme; yeni ürünleri devreye alırken ilk defada hatasız, verimli ve düşük maliyetle ürünler piyasaya sunmak için dizayn edilmiş ve birbirine entegre tekniklerin kullanıldığı APQP olarak isimlendirilen İleri Ürün Kalite Planlaması olarak dilimize yerleşen önemli bir sürecin hayata geçirilmesi olmuştur. Bu süreçle mümkün olduğunca müşteri isteklerine hassas, hızlı ilerleyen ve hızlı reaksiyon göstermeyi ön planda tutan sisteme kavuşulması hedeflenmektedir. Otomotiv sektöründe faaliyet gösteren ve önde gelen ana sanayi şirketlerine ürün tedarik eden kuruluşlar için zorunlu olan APQP-PPAP, FMEA, SPC, MSA, Kontrol Planları, 5S ve 8D konularının gerçek sırası içinde birbirine entegre olarak sunulduğu bu program; InoTec`in otomotiv sektöründeki ve diğer eğitim programlarındaki deneyimi ile ortaya konulmuş, ülkemizde benzeri bulunmayan içerik ve metotlarla sunulmaktadır. - APQP-PPAP Workshop
Son yıllarda otomotiv sektöründe iş yapış şekli olarak en önemli gelişme; yeni ürünleri devreye alırken ilk defada hatasız, verimli ve düşük maliyetle ürünler piyasaya sunmak için dizayn edilmiş ve birbirine entegre tekniklerin kullanıldığı APQP olarak isimlendirilen İleri Ürün Kalite Planlaması olarak dilimize yerleşen önemli bir sürecin hayata geçirilmesi olmuştur. Bu süreçle mümkün olduğunca müşteri isteklerine hassas, hızlı ilerleyen ve hızlı reaksiyon göstermeyi ön planda tutan sisteme kavuşulması hedeflenmektedir. Otomotiv sektöründe faaliyet gösteren ve önde gelen ana sanayi şirketlerine ürün tedarik eden kuruluşlar için zorunlu olan APQP-PPAP, FMEA, SPC, MSA, Kontrol Planları, 5S ve 8D konularının gerçek sırası içinde birbirine entegre olarak sunulduğu bu program; InoTec`in otomotiv sektöründeki ve diğer eğitim programlarındaki deneyimi ile ortaya konulmuş, ülkemizde benzeri bulunmayan içerik ve metotlarla sunulmaktadır. - APQP-PPAP Workshop
Son yıllarda otomotiv sektöründe iş yapış şekli olarak en önemli gelişme; yeni ürünleri devreye alırken ilk defada hatasız, verimli ve düşük maliyetle ürünler piyasaya sunmak için dizayn edilmiş ve birbirine entegre tekniklerin kullanıldığı APQP olarak isimlendirilen İleri Ürün Kalite Planlaması olarak dilimize yerleşen önemli bir sürecin hayata geçirilmesi olmuştur. Bu süreçle mümkün olduğunca müşteri isteklerine hassas, hızlı ilerleyen ve hızlı reaksiyon göstermeyi ön planda tutan sisteme kavuşulması hedeflenmektedir. Otomotiv sektöründe faaliyet gösteren ve önde gelen ana sanayi şirketlerine ürün tedarik eden kuruluşlar için zorunlu olan APQP-PPAP, FMEA, SPC, MSA, Kontrol Planları, 5S ve 8D konularının gerçek sırası içinde birbirine entegre olarak sunulduğu bu program; InoTec`in otomotiv sektöründeki ve diğer eğitim programlarındaki deneyimi ile ortaya konulmuş, ülkemizde benzeri bulunmayan içerik ve metotlarla sunulmaktadır. - APQP-PPAP Workshop
Son yıllarda otomotiv sektöründe iş yapış şekli olarak en önemli gelişme; yeni ürünleri devreye alırken ilk defada hatasız, verimli ve düşük maliyetle ürünler piyasaya sunmak için dizayn edilmiş ve birbirine entegre tekniklerin kullanıldığı APQP olarak isimlendirilen İleri Ürün Kalite Planlaması olarak dilimize yerleşen önemli bir sürecin hayata geçirilmesi olmuştur. Bu süreçle mümkün olduğunca müşteri isteklerine hassas, hızlı ilerleyen ve hızlı reaksiyon göstermeyi ön planda tutan sisteme kavuşulması hedeflenmektedir. Otomotiv sektöründe faaliyet gösteren ve önde gelen ana sanayi şirketlerine ürün tedarik eden kuruluşlar için zorunlu olan APQP-PPAP, FMEA, SPC, MSA, Kontrol Planları, 5S ve 8D konularının gerçek sırası içinde birbirine entegre olarak sunulduğu bu program; InoTec`in otomotiv sektöründeki ve diğer eğitim programlarındaki deneyimi ile ortaya konulmuş, ülkemizde benzeri bulunmayan içerik ve metotlarla sunulmaktadır. - APQP-PPAP Workshop
“İleri Ürün Kalite Planlaması” sürecinin doğru uygulanması ile yeni ürünler devreye alınırken ilk aşamada hatasız, verimli ve düşük maliyetli ürünler elde edilir. Bu sayede müşteri isteklerine hassas, hızlı ilerleyen ve hızlı reaksiyon göstermeyi ön planda tutan sisteme geçilmesi hedeflenmektedir.
- APQP-PPAP Workshop
“İleri Ürün Kalite Planlaması” sürecinin doğru uygulanması ile yeni ürünler devreye alınırken ilk aşamada hatasız, verimli ve düşük maliyetli ürünler elde edilir. Bu sayede müşteri isteklerine hassas, hızlı ilerleyen ve hızlı reaksiyon göstermeyi ön planda tutan sisteme geçilmesi hedeflenmektedir.
- APQP-PPAP Workshop
“İleri Ürün Kalite Planlaması” sürecinin doğru uygulanması ile yeni ürünler devreye alınırken ilk aşamada hatasız, verimli ve düşük maliyetli ürünler elde edilir. Bu sayede müşteri isteklerine hassas, hızlı ilerleyen ve hızlı reaksiyon göstermeyi ön planda tutan sisteme geçilmesi hedeflenmektedir.
- APQP-PPAP Workshop
“İleri Ürün Kalite Planlaması” sürecinin doğru uygulanması ile yeni ürünler devreye alınırken ilk aşamada hatasız, verimli ve düşük maliyetli ürünler elde edilir. Bu sayede müşteri isteklerine hassas, hızlı ilerleyen ve hızlı reaksiyon göstermeyi ön planda tutan sisteme geçilmesi hedeflenmektedir.
- APQP-PPAP Workshop
“İleri Ürün Kalite Planlaması” sürecinin doğru uygulanması ile yeni ürünler devreye alınırken ilk aşamada hatasız, verimli ve düşük maliyetli ürünler elde edilir. Bu sayede müşteri isteklerine hassas, hızlı ilerleyen ve hızlı reaksiyon göstermeyi ön planda tutan sisteme geçilmesi hedeflenmektedir.
- APQP-PPAP Workshop
“İleri Ürün Kalite Planlaması” sürecinin doğru uygulanması ile yeni ürünler devreye alınırken ilk aşamada hatasız, verimli ve düşük maliyetli ürünler elde edilir. Bu sayede müşteri isteklerine hassas, hızlı ilerleyen ve hızlı reaksiyon göstermeyi ön planda tutan sisteme geçilmesi hedeflenmektedir.
- Ar-Ge Merkezlerine Özel Uygulamalı İnovasyon Programı
Ülkemizin ilgili mevzuatlarına göre Ar-Ge Merkezi ünvanını kazanmış kuruluşların önde gelen problemi gerçek Ar-Ge faaliyetlerinin yürütülmesi ve performans ölçüm sonuçlarından hareketle bu faaliyetlerin geliştirilmesidir.
Bu program ülkemizde faaliyet gösteren Ar-Ge Merkezlerinin etkinliğini arttırmak amacı ile inovatif fikir geliştirme ve hayata geçirilmesini kapsayan teknikleri ele almaktadır.
- Ar-Ge Merkezlerine Özel Uygulamalı İnovasyon Programı
Ülkemizin ilgili mevzuatlarına göre Ar-Ge Merkezi ünvanını kazanmış kuruluşların önde gelen problemi gerçek Ar-Ge faaliyetlerinin yürütülmesi ve performans ölçüm sonuçlarından hareketle bu faaliyetlerin geliştirilmesidir.
Bu program ülkemizde faaliyet gösteren Ar-Ge Merkezlerinin etkinliğini arttırmak amacı ile inovatif fikir geliştirme ve hayata geçirilmesini kapsayan teknikleri ele almaktadır.
- Ar-Ge Merkezlerine Özel Uygulamalı İnovasyon Programı
Ülkemizin ilgili mevzuatlarına göre Ar-Ge Merkezi ünvanını kazanmış kuruluşların önde gelen problemi gerçek Ar-Ge faaliyetlerinin yürütülmesi ve performans ölçüm sonuçlarından hareketle bu faaliyetlerin geliştirilmesidir.
Bu program ülkemizde faaliyet gösteren Ar-Ge Merkezlerinin etkinliğini arttırmak amacı ile inovatif fikir geliştirme ve hayata geçirilmesini kapsayan teknikleri ele almaktadır.
- Ar-Ge Merkezlerine Özel Uygulamalı İnovasyon Programı
Ülkemizin ilgili mevzuatlarına göre Ar-Ge Merkezi ünvanını kazanmış kuruluşların önde gelen problemi gerçek Ar-Ge faaliyetlerinin yürütülmesi ve performans ölçüm sonuçlarından hareketle bu faaliyetlerin geliştirilmesidir.
Bu program ülkemizde faaliyet gösteren Ar-Ge Merkezlerinin etkinliğini arttırmak amacı ile inovatif fikir geliştirme ve hayata geçirilmesini kapsayan teknikleri ele almaktadır.
- Ar-Ge Merkezlerine Özel Uygulamalı İnovasyon Programı
Ülkemizin ilgili mevzuatlarına göre Ar-Ge Merkezi ünvanını kazanmış kuruluşların önde gelen problemi gerçek Ar-Ge faaliyetlerinin yürütülmesi ve performans ölçüm sonuçlarından hareketle bu faaliyetlerin geliştirilmesidir.
Bu program ülkemizde faaliyet gösteren Ar-Ge Merkezlerinin etkinliğini arttırmak amacı ile inovatif fikir geliştirme ve hayata geçirilmesini kapsayan teknikleri ele almaktadır.
- Ar-Ge Merkezlerine Özel Uygulamalı İnovasyon Programı
Ülkemizin ilgili mevzuatlarına göre Ar-Ge Merkezi ünvanını kazanmış kuruluşların önde gelen problemi gerçek Ar-Ge faaliyetlerinin yürütülmesi ve performans ölçüm sonuçlarından hareketle bu faaliyetlerin geliştirilmesidir.
Bu program ülkemizde faaliyet gösteren Ar-Ge Merkezlerinin etkinliğini arttırmak amacı ile inovatif fikir geliştirme ve hayata geçirilmesini kapsayan teknikleri ele almaktadır.
- Ar-Ge Mühendisi Yetiştirme Sertifika Programı
Yenilik yaratamayan ve bünyelerinde Ar-Ge (Araştırma Geliştirme) çalışmaları yapmayan kuruluşlar maalesef rekabette uzun soluklu olamayacaklar. Günümüz rekabet şartlarında mevcut ürünlerin üretimi ve satışı sırasında piyasanın fiyatlar üzerindeki etkisi, kurumların inisiyatifini ortadan kaldırmıştır. Özellikle düşük maliyetlerle üretim yapan ve piyasa fiyatlarını kontrol eden uluslararası oyuncular çoğu kuruluşun kâr etmesini önler seviyeye gelmiştir. Çin'in rekabet kabiliyeti kuruluşların yatırımlarını kaydırmasına ve ürünlerini bu ülkede ürettirmesine neden olmuştur. Bu koşullarda ürünü, hedef maliyet koşulları içerisinde doğru şekilde tasarlamak için gerekli tekniklerin, firmaların Ar-Ge süreçlerinde uygulanması gereklilik haline gelmiştir. Bu nedenle QFD, Pugh, TRIZ, DoE ve D-FMEA gibi tekniklere hakim olan Ar-Ge mühendisleri de firmalarının farklılık yaratmasında önemli rol oynayacaklardır.
- Ar-Ge Mühendisi Yetiştirme Sertifika Programı
Yenilik yaratamayan ve bünyelerinde Ar-Ge (Araştırma Geliştirme) çalışmaları yapmayan kuruluşlar maalesef rekabette uzun soluklu olamayacaklar. Günümüz rekabet şartlarında mevcut ürünlerin üretimi ve satışı sırasında piyasanın fiyatlar üzerindeki etkisi, kurumların inisiyatifini ortadan kaldırmıştır. Özellikle düşük maliyetlerle üretim yapan ve piyasa fiyatlarını kontrol eden uluslararası oyuncular çoğu kuruluşun kâr etmesini önler seviyeye gelmiştir. Çin'in rekabet kabiliyeti kuruluşların yatırımlarını kaydırmasına ve ürünlerini bu ülkede ürettirmesine neden olmuştur. Bu koşullarda ürünü, hedef maliyet koşulları içerisinde doğru şekilde tasarlamak için gerekli tekniklerin, firmaların Ar-Ge süreçlerinde uygulanması gereklilik haline gelmiştir. Bu nedenle QFD, Pugh, TRIZ, DoE ve D-FMEA gibi tekniklere hakim olan Ar-Ge mühendisleri de firmalarının farklılık yaratmasında önemli rol oynayacaklardır.
- Ar-Ge Mühendisi Yetiştirme Sertifika Programı
Yenilik yaratamayan ve bünyelerinde Ar-Ge (Araştırma Geliştirme) çalışmaları yapmayan kuruluşlar maalesef rekabette uzun soluklu olamayacaklar. Günümüz rekabet şartlarında mevcut ürünlerin üretimi ve satışı sırasında piyasanın fiyatlar üzerindeki etkisi, kurumların inisiyatifini ortadan kaldırmıştır. Özellikle düşük maliyetlerle üretim yapan ve piyasa fiyatlarını kontrol eden uluslararası oyuncular çoğu kuruluşun kâr etmesini önler seviyeye gelmiştir. Çin'in rekabet kabiliyeti kuruluşların yatırımlarını kaydırmasına ve ürünlerini bu ülkede ürettirmesine neden olmuştur. Bu koşullarda ürünü, hedef maliyet koşulları içerisinde doğru şekilde tasarlamak için gerekli tekniklerin, firmaların Ar-Ge süreçlerinde uygulanması gereklilik haline gelmiştir. Bu nedenle QFD, Pugh, TRIZ, DoE ve D-FMEA gibi tekniklere hakim olan Ar-Ge mühendisleri de firmalarının farklılık yaratmasında önemli rol oynayacaklardır.
- Ar-Ge Mühendisi Yetiştirme Sertifika Programı
Yenilik yaratamayan ve bünyelerinde Ar-Ge (Araştırma Geliştirme) çalışmaları yapmayan kuruluşlar maalesef rekabette uzun soluklu olamayacaklar. Günümüz rekabet şartlarında mevcut ürünlerin üretimi ve satışı sırasında piyasanın fiyatlar üzerindeki etkisi, kurumların inisiyatifini ortadan kaldırmıştır. Özellikle düşük maliyetlerle üretim yapan ve piyasa fiyatlarını kontrol eden uluslararası oyuncular çoğu kuruluşun kâr etmesini önler seviyeye gelmiştir. Çin'in rekabet kabiliyeti kuruluşların yatırımlarını kaydırmasına ve ürünlerini bu ülkede ürettirmesine neden olmuştur. Bu koşullarda ürünü, hedef maliyet koşulları içerisinde doğru şekilde tasarlamak için gerekli tekniklerin, firmaların Ar-Ge süreçlerinde uygulanması gereklilik haline gelmiştir. Bu nedenle QFD, Pugh, TRIZ, DoE ve D-FMEA gibi tekniklere hakim olan Ar-Ge mühendisleri de firmalarının farklılık yaratmasında önemli rol oynayacaklardır.
- Ar-Ge Mühendisi Yetiştirme Sertifika Programı
Yenilik yaratamayan ve bünyelerinde Ar-Ge (Araştırma Geliştirme) çalışmaları yapmayan kuruluşlar maalesef rekabette uzun soluklu olamayacaklar. Günümüz rekabet şartlarında mevcut ürünlerin üretimi ve satışı sırasında piyasanın fiyatlar üzerindeki etkisi, kurumların inisiyatifini ortadan kaldırmıştır. Özellikle düşük maliyetlerle üretim yapan ve piyasa fiyatlarını kontrol eden uluslararası oyuncular çoğu kuruluşun kâr etmesini önler seviyeye gelmiştir. Çin'in rekabet kabiliyeti kuruluşların yatırımlarını kaydırmasına ve ürünlerini bu ülkede ürettirmesine neden olmuştur. Bu koşullarda ürünü, hedef maliyet koşulları içerisinde doğru şekilde tasarlamak için gerekli tekniklerin, firmaların Ar-Ge süreçlerinde uygulanması gereklilik haline gelmiştir. Bu nedenle QFD, Pugh, TRIZ, DoE ve D-FMEA gibi tekniklere hakim olan Ar-Ge mühendisleri de firmalarının farklılık yaratmasında önemli rol oynayacaklardır.
- Ar-Ge Mühendisi Yetiştirme Sertifika Programı
Yenilik yaratamayan ve bünyelerinde Ar-Ge (Araştırma Geliştirme) çalışmaları yapmayan kuruluşlar maalesef rekabette uzun soluklu olamayacaklar. Günümüz rekabet şartlarında mevcut ürünlerin üretimi ve satışı sırasında piyasanın fiyatlar üzerindeki etkisi, kurumların inisiyatifini ortadan kaldırmıştır. Özellikle düşük maliyetlerle üretim yapan ve piyasa fiyatlarını kontrol eden uluslararası oyuncular çoğu kuruluşun kâr etmesini önler seviyeye gelmiştir. Çin'in rekabet kabiliyeti kuruluşların yatırımlarını kaydırmasına ve ürünlerini bu ülkede ürettirmesine neden olmuştur. Bu koşullarda ürünü, hedef maliyet koşulları içerisinde doğru şekilde tasarlamak için gerekli tekniklerin, firmaların Ar-Ge süreçlerinde uygulanması gereklilik haline gelmiştir. Bu nedenle QFD, Pugh, TRIZ, DoE ve D-FMEA gibi tekniklere hakim olan Ar-Ge mühendisleri de firmalarının farklılık yaratmasında önemli rol oynayacaklardır.
- Ar-Ge Mühendisliği Sertifika Programı
Yenilik yaratamayan ve bünyelerinde Ar-Ge (Araştırma Geliştirme) çalışmaları yapmayan kuruluşlar maalesef rekabette uzun soluklu olamayacaklar. Günümüz rekabet şartlarında mevcut ürünlerin üretimi ve satışı sırasında piyasanın fiyatlar üzerindeki etkisi, kurumların inisiyatifini ortadan kaldırmıştır. Özellikle düşük maliyetlerle üretim yapan ve piyasa fiyatlarını kontrol eden uluslararası oyuncular çoğu kuruluşun kâr etmesini önler seviyeye gelmiştir. Çin'in rekabet kabiliyeti kuruluşların yatırımlarını kaydırmasına ve ürünlerini bu ülkede ürettirmesine neden olmuştur.
Kuruluşların bugün ve gelecekte var olabilmeleri için kendi inovasyon kabiliyetlerini, yani Ar-Ge altyapılarını geliştirmeleri şart görünmektedir. Ar-Ge altyapısı denilince; etkin bir Ar-Ge süreci, nitelikli insan kaynağı, laboratuar altyapısı, yeni ürün geliştirme stratejisi ve mevcut destek mekanizmalarından yararlanma konuları önemli rol oynamaktadır.
Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır.
- Ar-Ge Mühendisliği Sertifika Programı
Yenilik yaratamayan ve bünyelerinde Ar-Ge (Araştırma Geliştirme) çalışmaları yapmayan kuruluşlar maalesef rekabette uzun soluklu olamayacaklar. Günümüz rekabet şartlarında mevcut ürünlerin üretimi ve satışı sırasında piyasanın fiyatlar üzerindeki etkisi, kurumların inisiyatifini ortadan kaldırmıştır. Özellikle düşük maliyetlerle üretim yapan ve piyasa fiyatlarını kontrol eden uluslararası oyuncular çoğu kuruluşun kâr etmesini önler seviyeye gelmiştir. Çin'in rekabet kabiliyeti kuruluşların yatırımlarını kaydırmasına ve ürünlerini bu ülkede ürettirmesine neden olmuştur.
Kuruluşların bugün ve gelecekte var olabilmeleri için kendi inovasyon kabiliyetlerini, yani Ar-Ge altyapılarını geliştirmeleri şart görünmektedir. Ar-Ge altyapısı denilince; etkin bir Ar-Ge süreci, nitelikli insan kaynağı, laboratuar altyapısı, yeni ürün geliştirme stratejisi ve mevcut destek mekanizmalarından yararlanma konuları önemli rol oynamaktadır.
Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır.
- Ar-Ge Mühendisliği Sertifika Programı
Yenilik yaratamayan ve bünyelerinde Ar-Ge (Araştırma Geliştirme) çalışmaları yapmayan kuruluşlar maalesef rekabette uzun soluklu olamayacaklar. Günümüz rekabet şartlarında mevcut ürünlerin üretimi ve satışı sırasında piyasanın fiyatlar üzerindeki etkisi, kurumların inisiyatifini ortadan kaldırmıştır. Özellikle düşük maliyetlerle üretim yapan ve piyasa fiyatlarını kontrol eden uluslararası oyuncular çoğu kuruluşun kâr etmesini önler seviyeye gelmiştir. Çin'in rekabet kabiliyeti kuruluşların yatırımlarını kaydırmasına ve ürünlerini bu ülkede ürettirmesine neden olmuştur.
Kuruluşların bugün ve gelecekte var olabilmeleri için kendi inovasyon kabiliyetlerini, yani Ar-Ge altyapılarını geliştirmeleri şart görünmektedir. Ar-Ge altyapısı denilince; etkin bir Ar-Ge süreci, nitelikli insan kaynağı, laboratuar altyapısı, yeni ürün geliştirme stratejisi ve mevcut destek mekanizmalarından yararlanma konuları önemli rol oynamaktadır.
Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır.
- Ar-Ge Mühendisliği Sertifika Programı
Yenilik yaratamayan ve bünyelerinde Ar-Ge (Araştırma Geliştirme) çalışmaları yapmayan kuruluşlar maalesef rekabette uzun soluklu olamayacaklar. Günümüz rekabet şartlarında mevcut ürünlerin üretimi ve satışı sırasında piyasanın fiyatlar üzerindeki etkisi, kurumların inisiyatifini ortadan kaldırmıştır. Özellikle düşük maliyetlerle üretim yapan ve piyasa fiyatlarını kontrol eden uluslararası oyuncular çoğu kuruluşun kâr etmesini önler seviyeye gelmiştir. Çin'in rekabet kabiliyeti kuruluşların yatırımlarını kaydırmasına ve ürünlerini bu ülkede ürettirmesine neden olmuştur.
Kuruluşların bugün ve gelecekte var olabilmeleri için kendi inovasyon kabiliyetlerini, yani Ar-Ge altyapılarını geliştirmeleri şart görünmektedir. Ar-Ge altyapısı denilince; etkin bir Ar-Ge süreci, nitelikli insan kaynağı, laboratuar altyapısı, yeni ürün geliştirme stratejisi ve mevcut destek mekanizmalarından yararlanma konuları önemli rol oynamaktadır.
Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır.
- Ar-Ge Mühendisliği Sertifika Programı
Yenilik yaratamayan ve bünyelerinde Ar-Ge (Araştırma Geliştirme) çalışmaları yapmayan kuruluşlar maalesef rekabette uzun soluklu olamayacaklar. Günümüz rekabet şartlarında mevcut ürünlerin üretimi ve satışı sırasında piyasanın fiyatlar üzerindeki etkisi, kurumların inisiyatifini ortadan kaldırmıştır. Özellikle düşük maliyetlerle üretim yapan ve piyasa fiyatlarını kontrol eden uluslararası oyuncular çoğu kuruluşun kâr etmesini önler seviyeye gelmiştir. Çin'in rekabet kabiliyeti kuruluşların yatırımlarını kaydırmasına ve ürünlerini bu ülkede ürettirmesine neden olmuştur.
Kuruluşların bugün ve gelecekte var olabilmeleri için kendi inovasyon kabiliyetlerini, yani Ar-Ge altyapılarını geliştirmeleri şart görünmektedir. Ar-Ge altyapısı denilince; etkin bir Ar-Ge süreci, nitelikli insan kaynağı, laboratuar altyapısı, yeni ürün geliştirme stratejisi ve mevcut destek mekanizmalarından yararlanma konuları önemli rol oynamaktadır.
Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır.
- Ar-Ge Mühendisliği Sertifika Programı
Yenilik yaratamayan ve bünyelerinde Ar-Ge (Araştırma Geliştirme) çalışmaları yapmayan kuruluşlar maalesef rekabette uzun soluklu olamayacaklar. Günümüz rekabet şartlarında mevcut ürünlerin üretimi ve satışı sırasında piyasanın fiyatlar üzerindeki etkisi, kurumların inisiyatifini ortadan kaldırmıştır. Özellikle düşük maliyetlerle üretim yapan ve piyasa fiyatlarını kontrol eden uluslararası oyuncular çoğu kuruluşun kâr etmesini önler seviyeye gelmiştir. Çin'in rekabet kabiliyeti kuruluşların yatırımlarını kaydırmasına ve ürünlerini bu ülkede ürettirmesine neden olmuştur.
Kuruluşların bugün ve gelecekte var olabilmeleri için kendi inovasyon kabiliyetlerini, yani Ar-Ge altyapılarını geliştirmeleri şart görünmektedir. Ar-Ge altyapısı denilince; etkin bir Ar-Ge süreci, nitelikli insan kaynağı, laboratuar altyapısı, yeni ürün geliştirme stratejisi ve mevcut destek mekanizmalarından yararlanma konuları önemli rol oynamaktadır.
Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır.
- AS 9100:2016 Havacılık, Uzay ve Savunma Sanayi Kalite Yönetim Sistemi - Temel Şartlar Eğitimi
Bu eğitim AS 9100:2016 Havacılık, Uzay ve Savunma Sanayi Kalite Yönetim Sistemi standardının detaylı açıklaması ve uygulama örneklerini kapsamaktadır. - AS 9100:2016 Havacılık, Uzay ve Savunma Sanayi Kalite Yönetim Sistemi - Temel Şartlar Eğitimi
Bu eğitim AS 9100:2016 Havacılık, Uzay ve Savunma Sanayi Kalite Yönetim Sistemi standardının detaylı açıklaması ve uygulama örneklerini kapsamaktadır. - AS 9100:2016 Havacılık, Uzay ve Savunma Sanayi Kalite Yönetim Sistemi - Temel Şartlar Eğitimi
Bu eğitim AS 9100:2016 Havacılık, Uzay ve Savunma Sanayi Kalite Yönetim Sistemi standardının detaylı açıklaması ve uygulama örneklerini kapsamaktadır. - AS 9100:2016 Havacılık, Uzay ve Savunma Sanayi Kalite Yönetim Sistemi - Temel Şartlar Eğitimi
Bu eğitim AS 9100:2016 Havacılık, Uzay ve Savunma Sanayi Kalite Yönetim Sistemi standardının detaylı açıklaması ve uygulama örneklerini kapsamaktadır. - AS 9100:2016 Havacılık, Uzay ve Savunma Sanayi Kalite Yönetim Sistemi - Temel Şartlar Eğitimi
Bu eğitim AS 9100:2016 Havacılık, Uzay ve Savunma Sanayi Kalite Yönetim Sistemi standardının detaylı açıklaması ve uygulama örneklerini kapsamaktadır. - AS 9100:2016 Havacılık, Uzay ve Savunma Sanayi Kalite Yönetim Sistemi - Temel Şartlar Eğitimi
Bu eğitim AS 9100:2016 Havacılık, Uzay ve Savunma Sanayi Kalite Yönetim Sistemi standardının detaylı açıklaması ve uygulama örneklerini kapsamaktadır. - Beyaz Yaka Yetkinlik Geliştirme Programı - Beyaz Yaka Yıldız Çalışanlar Okulu
Yıldız Çalışanlar Okulu günlük iş hayatı içerisinde yaşanan kargaşaların tespit edilmesi ve çözümlenmesine yönelik nokta atışlar yapan, beyaz yaka çalışan gelişim programıdır.
Modüler ve bütünsel bir yapıda tasarlanmış Beyaz Yaka Yıldız Çalışanlar Okulu eğitim programı, yönetici adaylarının kariyerlerinin planlanmasına, yetkinliklerinin arttırılmasına destek vererek, kurumu geleceğe taşıyacak yönetim anlayışlarının oluşmasını sağlamaktadır.
- Beyaz Yaka Yetkinlik Geliştirme Programı - Beyaz Yaka Yıldız Çalışanlar Okulu
Yıldız Çalışanlar Okulu günlük iş hayatı içerisinde yaşanan kargaşaların tespit edilmesi ve çözümlenmesine yönelik nokta atışlar yapan, beyaz yaka çalışan gelişim programıdır.
Modüler ve bütünsel bir yapıda tasarlanmış Beyaz Yaka Yıldız Çalışanlar Okulu eğitim programı, yönetici adaylarının kariyerlerinin planlanmasına, yetkinliklerinin arttırılmasına destek vererek, kurumu geleceğe taşıyacak yönetim anlayışlarının oluşmasını sağlamaktadır.
- Beyaz Yaka Yetkinlik Geliştirme Programı - Beyaz Yaka Yıldız Çalışanlar Okulu
Yıldız Çalışanlar Okulu günlük iş hayatı içerisinde yaşanan kargaşaların tespit edilmesi ve çözümlenmesine yönelik nokta atışlar yapan, beyaz yaka çalışan gelişim programıdır.
Modüler ve bütünsel bir yapıda tasarlanmış Beyaz Yaka Yıldız Çalışanlar Okulu eğitim programı, yönetici adaylarının kariyerlerinin planlanmasına, yetkinliklerinin arttırılmasına destek vererek, kurumu geleceğe taşıyacak yönetim anlayışlarının oluşmasını sağlamaktadır.
- Beyaz Yaka Yetkinlik Geliştirme Programı - Beyaz Yaka Yıldız Çalışanlar Okulu
Yıldız Çalışanlar Okulu günlük iş hayatı içerisinde yaşanan kargaşaların tespit edilmesi ve çözümlenmesine yönelik nokta atışlar yapan, beyaz yaka çalışan gelişim programıdır.
Modüler ve bütünsel bir yapıda tasarlanmış Beyaz Yaka Yıldız Çalışanlar Okulu eğitim programı, yönetici adaylarının kariyerlerinin planlanmasına, yetkinliklerinin arttırılmasına destek vererek, kurumu geleceğe taşıyacak yönetim anlayışlarının oluşmasını sağlamaktadır.
- Beyaz Yaka Yetkinlik Geliştirme Programı - Beyaz Yaka Yıldız Çalışanlar Okulu
Yıldız Çalışanlar Okulu günlük iş hayatı içerisinde yaşanan kargaşaların tespit edilmesi ve çözümlenmesine yönelik nokta atışlar yapan, beyaz yaka çalışan gelişim programıdır.
Modüler ve bütünsel bir yapıda tasarlanmış Beyaz Yaka Yıldız Çalışanlar Okulu eğitim programı, yönetici adaylarının kariyerlerinin planlanmasına, yetkinliklerinin arttırılmasına destek vererek, kurumu geleceğe taşıyacak yönetim anlayışlarının oluşmasını sağlamaktadır.
- Beyaz Yaka Yetkinlik Geliştirme Programı - Beyaz Yaka Yıldız Çalışanlar Okulu
Yıldız Çalışanlar Okulu günlük iş hayatı içerisinde yaşanan kargaşaların tespit edilmesi ve çözümlenmesine yönelik nokta atışlar yapan, beyaz yaka çalışan gelişim programıdır.
Modüler ve bütünsel bir yapıda tasarlanmış Beyaz Yaka Yıldız Çalışanlar Okulu eğitim programı, yönetici adaylarının kariyerlerinin planlanmasına, yetkinliklerinin arttırılmasına destek vererek, kurumu geleceğe taşıyacak yönetim anlayışlarının oluşmasını sağlamaktadır.
- CQI-11 Metalik Kaplama Sistem Değerlendirmesi
CQI-11 Metalik Kaplama Sistem Değerlendirmesi, Otomotiv Endüstrisi Görev Grubu (AIAG) tarafından yayınlanan bir kalite standardıdır. Bu standart, otomotiv endüstrisinde kaplama işlemlerinin kalite yönetimini sağlamak, süreçleri değerlendirmek ve sürekli iyileştirme için bir rehber sunmak amacıyla geliştirilmiştir. Eğitim, CQI-11’in gerekliliklerini anlamayı, süreçlerin verimliliğini artırmayı ve müşteri gereksinimlerini karşılayarak yüksek kaliteli kaplama hizmeti sunmayı hedefler. - CQI-11 Metalik Kaplama Sistem Değerlendirmesi
CQI-11 Metalik Kaplama Sistem Değerlendirmesi, Otomotiv Endüstrisi Görev Grubu (AIAG) tarafından yayınlanan bir kalite standardıdır. Bu standart, otomotiv endüstrisinde kaplama işlemlerinin kalite yönetimini sağlamak, süreçleri değerlendirmek ve sürekli iyileştirme için bir rehber sunmak amacıyla geliştirilmiştir. Eğitim, CQI-11’in gerekliliklerini anlamayı, süreçlerin verimliliğini artırmayı ve müşteri gereksinimlerini karşılayarak yüksek kaliteli kaplama hizmeti sunmayı hedefler. - CQI-11 Metalik Kaplama Sistem Değerlendirmesi
CQI-11 Metalik Kaplama Sistem Değerlendirmesi, Otomotiv Endüstrisi Görev Grubu (AIAG) tarafından yayınlanan bir kalite standardıdır. Bu standart, otomotiv endüstrisinde kaplama işlemlerinin kalite yönetimini sağlamak, süreçleri değerlendirmek ve sürekli iyileştirme için bir rehber sunmak amacıyla geliştirilmiştir. Eğitim, CQI-11’in gerekliliklerini anlamayı, süreçlerin verimliliğini artırmayı ve müşteri gereksinimlerini karşılayarak yüksek kaliteli kaplama hizmeti sunmayı hedefler. - CQI-11 Metalik Kaplama Sistem Değerlendirmesi
CQI-11 Metalik Kaplama Sistem Değerlendirmesi, Otomotiv Endüstrisi Görev Grubu (AIAG) tarafından yayınlanan bir kalite standardıdır. Bu standart, otomotiv endüstrisinde kaplama işlemlerinin kalite yönetimini sağlamak, süreçleri değerlendirmek ve sürekli iyileştirme için bir rehber sunmak amacıyla geliştirilmiştir. Eğitim, CQI-11’in gerekliliklerini anlamayı, süreçlerin verimliliğini artırmayı ve müşteri gereksinimlerini karşılayarak yüksek kaliteli kaplama hizmeti sunmayı hedefler. - CQI-11 Metalik Kaplama Sistem Değerlendirmesi
CQI-11 Metalik Kaplama Sistem Değerlendirmesi, Otomotiv Endüstrisi Görev Grubu (AIAG) tarafından yayınlanan bir kalite standardıdır. Bu standart, otomotiv endüstrisinde kaplama işlemlerinin kalite yönetimini sağlamak, süreçleri değerlendirmek ve sürekli iyileştirme için bir rehber sunmak amacıyla geliştirilmiştir. Eğitim, CQI-11’in gerekliliklerini anlamayı, süreçlerin verimliliğini artırmayı ve müşteri gereksinimlerini karşılayarak yüksek kaliteli kaplama hizmeti sunmayı hedefler. - CQI-11 Metalik Kaplama Sistem Değerlendirmesi
CQI-11 Metalik Kaplama Sistem Değerlendirmesi, Otomotiv Endüstrisi Görev Grubu (AIAG) tarafından yayınlanan bir kalite standardıdır. Bu standart, otomotiv endüstrisinde kaplama işlemlerinin kalite yönetimini sağlamak, süreçleri değerlendirmek ve sürekli iyileştirme için bir rehber sunmak amacıyla geliştirilmiştir. Eğitim, CQI-11’in gerekliliklerini anlamayı, süreçlerin verimliliğini artırmayı ve müşteri gereksinimlerini karşılayarak yüksek kaliteli kaplama hizmeti sunmayı hedefler. - CQI-12 Boya ve Koruyucu Kaplama Sistem Değerlendirmesi
CQI-12, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için oluşturulmuş bir kalite yönetim standardıdır. Metalik olmayan kaplama proseslerinin (boya ve koruyucu kaplama) kalite yönetimini sağlamak ve sürekli iyileştirmeyi desteklemek amacıyla hazırlanmıştır. Bu standart, özellikle kaplama işlemlerinin etkinliğini, güvenilirliğini ve verimliliğini artırmayı hedefler. - CQI-12 Boya ve Koruyucu Kaplama Sistem Değerlendirmesi
CQI-12, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için oluşturulmuş bir kalite yönetim standardıdır. Metalik olmayan kaplama proseslerinin (boya ve koruyucu kaplama) kalite yönetimini sağlamak ve sürekli iyileştirmeyi desteklemek amacıyla hazırlanmıştır. Bu standart, özellikle kaplama işlemlerinin etkinliğini, güvenilirliğini ve verimliliğini artırmayı hedefler. - CQI-12 Boya ve Koruyucu Kaplama Sistem Değerlendirmesi
CQI-12, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için oluşturulmuş bir kalite yönetim standardıdır. Metalik olmayan kaplama proseslerinin (boya ve koruyucu kaplama) kalite yönetimini sağlamak ve sürekli iyileştirmeyi desteklemek amacıyla hazırlanmıştır. Bu standart, özellikle kaplama işlemlerinin etkinliğini, güvenilirliğini ve verimliliğini artırmayı hedefler. - CQI-12 Boya ve Koruyucu Kaplama Sistem Değerlendirmesi
CQI-12, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için oluşturulmuş bir kalite yönetim standardıdır. Metalik olmayan kaplama proseslerinin (boya ve koruyucu kaplama) kalite yönetimini sağlamak ve sürekli iyileştirmeyi desteklemek amacıyla hazırlanmıştır. Bu standart, özellikle kaplama işlemlerinin etkinliğini, güvenilirliğini ve verimliliğini artırmayı hedefler. - CQI-12 Boya ve Koruyucu Kaplama Sistem Değerlendirmesi
CQI-12, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için oluşturulmuş bir kalite yönetim standardıdır. Metalik olmayan kaplama proseslerinin (boya ve koruyucu kaplama) kalite yönetimini sağlamak ve sürekli iyileştirmeyi desteklemek amacıyla hazırlanmıştır. Bu standart, özellikle kaplama işlemlerinin etkinliğini, güvenilirliğini ve verimliliğini artırmayı hedefler. - CQI-12 Boya ve Koruyucu Kaplama Sistem Değerlendirmesi
CQI-12, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için oluşturulmuş bir kalite yönetim standardıdır. Metalik olmayan kaplama proseslerinin (boya ve koruyucu kaplama) kalite yönetimini sağlamak ve sürekli iyileştirmeyi desteklemek amacıyla hazırlanmıştır. Bu standart, özellikle kaplama işlemlerinin etkinliğini, güvenilirliğini ve verimliliğini artırmayı hedefler. - CQI-15 Kaynak Sistem Değerlendirmesi
CQI-15, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için geliştirilmiş bir kalite yönetim standardıdır. Bu standart, kaynak proseslerinin etkinliğini artırmak, kaliteyi sağlamak ve sürekli iyileştirme sağlamak amacıyla oluşturulmuştur. Özellikle kaynak sistemlerinin güvenilirliği ve doğruluğunu değerlendirerek kalite güvencesini artırmayı hedefler. - CQI-15 Kaynak Sistem Değerlendirmesi
CQI-15, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için geliştirilmiş bir kalite yönetim standardıdır. Bu standart, kaynak proseslerinin etkinliğini artırmak, kaliteyi sağlamak ve sürekli iyileştirme sağlamak amacıyla oluşturulmuştur. Özellikle kaynak sistemlerinin güvenilirliği ve doğruluğunu değerlendirerek kalite güvencesini artırmayı hedefler. - CQI-15 Kaynak Sistem Değerlendirmesi
CQI-15, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için geliştirilmiş bir kalite yönetim standardıdır. Bu standart, kaynak proseslerinin etkinliğini artırmak, kaliteyi sağlamak ve sürekli iyileştirme sağlamak amacıyla oluşturulmuştur. Özellikle kaynak sistemlerinin güvenilirliği ve doğruluğunu değerlendirerek kalite güvencesini artırmayı hedefler. - CQI-15 Kaynak Sistem Değerlendirmesi
CQI-15, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için geliştirilmiş bir kalite yönetim standardıdır. Bu standart, kaynak proseslerinin etkinliğini artırmak, kaliteyi sağlamak ve sürekli iyileştirme sağlamak amacıyla oluşturulmuştur. Özellikle kaynak sistemlerinin güvenilirliği ve doğruluğunu değerlendirerek kalite güvencesini artırmayı hedefler. - CQI-15 Kaynak Sistem Değerlendirmesi
CQI-15, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için geliştirilmiş bir kalite yönetim standardıdır. Bu standart, kaynak proseslerinin etkinliğini artırmak, kaliteyi sağlamak ve sürekli iyileştirme sağlamak amacıyla oluşturulmuştur. Özellikle kaynak sistemlerinin güvenilirliği ve doğruluğunu değerlendirerek kalite güvencesini artırmayı hedefler. - CQI-15 Kaynak Sistem Değerlendirmesi
CQI-15, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için geliştirilmiş bir kalite yönetim standardıdır. Bu standart, kaynak proseslerinin etkinliğini artırmak, kaliteyi sağlamak ve sürekli iyileştirme sağlamak amacıyla oluşturulmuştur. Özellikle kaynak sistemlerinin güvenilirliği ve doğruluğunu değerlendirerek kalite güvencesini artırmayı hedefler. - CQI-17 Lehimleme Sistem Değerlendirmesi
CQI-17, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için geliştirilmiş bir kalite yönetim standardıdır. Bu standart, elektronik montaj süreçlerinde kullanılan lehimleme işlemlerinin etkinliğini artırmak, kaliteyi sağlamak ve sürekli iyileştirmeyi desteklemek amacıyla hazırlanmıştır. Özellikle lehimleme sistemlerinin güvenilirliğini ve doğruluğunu değerlendirerek kalite güvencesini artırmayı hedefler. - CQI-17 Lehimleme Sistem Değerlendirmesi
CQI-17, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için geliştirilmiş bir kalite yönetim standardıdır. Bu standart, elektronik montaj süreçlerinde kullanılan lehimleme işlemlerinin etkinliğini artırmak, kaliteyi sağlamak ve sürekli iyileştirmeyi desteklemek amacıyla hazırlanmıştır. Özellikle lehimleme sistemlerinin güvenilirliğini ve doğruluğunu değerlendirerek kalite güvencesini artırmayı hedefler. - CQI-17 Lehimleme Sistem Değerlendirmesi
CQI-17, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için geliştirilmiş bir kalite yönetim standardıdır. Bu standart, elektronik montaj süreçlerinde kullanılan lehimleme işlemlerinin etkinliğini artırmak, kaliteyi sağlamak ve sürekli iyileştirmeyi desteklemek amacıyla hazırlanmıştır. Özellikle lehimleme sistemlerinin güvenilirliğini ve doğruluğunu değerlendirerek kalite güvencesini artırmayı hedefler. - CQI-17 Lehimleme Sistem Değerlendirmesi
CQI-17, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için geliştirilmiş bir kalite yönetim standardıdır. Bu standart, elektronik montaj süreçlerinde kullanılan lehimleme işlemlerinin etkinliğini artırmak, kaliteyi sağlamak ve sürekli iyileştirmeyi desteklemek amacıyla hazırlanmıştır. Özellikle lehimleme sistemlerinin güvenilirliğini ve doğruluğunu değerlendirerek kalite güvencesini artırmayı hedefler. - CQI-17 Lehimleme Sistem Değerlendirmesi
CQI-17, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için geliştirilmiş bir kalite yönetim standardıdır. Bu standart, elektronik montaj süreçlerinde kullanılan lehimleme işlemlerinin etkinliğini artırmak, kaliteyi sağlamak ve sürekli iyileştirmeyi desteklemek amacıyla hazırlanmıştır. Özellikle lehimleme sistemlerinin güvenilirliğini ve doğruluğunu değerlendirerek kalite güvencesini artırmayı hedefler. - CQI-17 Lehimleme Sistem Değerlendirmesi
CQI-17, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için geliştirilmiş bir kalite yönetim standardıdır. Bu standart, elektronik montaj süreçlerinde kullanılan lehimleme işlemlerinin etkinliğini artırmak, kaliteyi sağlamak ve sürekli iyileştirmeyi desteklemek amacıyla hazırlanmıştır. Özellikle lehimleme sistemlerinin güvenilirliğini ve doğruluğunu değerlendirerek kalite güvencesini artırmayı hedefler. - CQI-19 Tedarik ZinciriYönetimi Kalite Sistem Değerlendirmesi
CQI-19, otomotiv sektöründe tedarik zinciri kalitesinin sağlanması amacıyla, dış kaynak kullanımı (outsourcing) yapılan proseslerde tedarikçilerin (alt yüklenicilerin) kalite yönetim sistemlerinin etkinliğini değerlendirmek için kullanılan bir AIAG kılavuzudur.
Bu eğitim, katılımcılara CQI-19 kılavuzunun amacı, yapısı ve uygulama yöntemleri hakkında detaylı bilgi vermeyi hedefler. Eğitim sonunda katılımcılar, alt yüklenici denetimlerini etkin şekilde planlayabilecek ve yürütebilecek düzeye ulaşacaklardır.
- CQI-19 Tedarik ZinciriYönetimi Kalite Sistem Değerlendirmesi
CQI-19, otomotiv sektöründe tedarik zinciri kalitesinin sağlanması amacıyla, dış kaynak kullanımı (outsourcing) yapılan proseslerde tedarikçilerin (alt yüklenicilerin) kalite yönetim sistemlerinin etkinliğini değerlendirmek için kullanılan bir AIAG kılavuzudur.
Bu eğitim, katılımcılara CQI-19 kılavuzunun amacı, yapısı ve uygulama yöntemleri hakkında detaylı bilgi vermeyi hedefler. Eğitim sonunda katılımcılar, alt yüklenici denetimlerini etkin şekilde planlayabilecek ve yürütebilecek düzeye ulaşacaklardır.
- CQI-19 Tedarik ZinciriYönetimi Kalite Sistem Değerlendirmesi
CQI-19, otomotiv sektöründe tedarik zinciri kalitesinin sağlanması amacıyla, dış kaynak kullanımı (outsourcing) yapılan proseslerde tedarikçilerin (alt yüklenicilerin) kalite yönetim sistemlerinin etkinliğini değerlendirmek için kullanılan bir AIAG kılavuzudur.
Bu eğitim, katılımcılara CQI-19 kılavuzunun amacı, yapısı ve uygulama yöntemleri hakkında detaylı bilgi vermeyi hedefler. Eğitim sonunda katılımcılar, alt yüklenici denetimlerini etkin şekilde planlayabilecek ve yürütebilecek düzeye ulaşacaklardır.
- CQI-19 Tedarik ZinciriYönetimi Kalite Sistem Değerlendirmesi
CQI-19, otomotiv sektöründe tedarik zinciri kalitesinin sağlanması amacıyla, dış kaynak kullanımı (outsourcing) yapılan proseslerde tedarikçilerin (alt yüklenicilerin) kalite yönetim sistemlerinin etkinliğini değerlendirmek için kullanılan bir AIAG kılavuzudur.
Bu eğitim, katılımcılara CQI-19 kılavuzunun amacı, yapısı ve uygulama yöntemleri hakkında detaylı bilgi vermeyi hedefler. Eğitim sonunda katılımcılar, alt yüklenici denetimlerini etkin şekilde planlayabilecek ve yürütebilecek düzeye ulaşacaklardır.
- CQI-19 Tedarik ZinciriYönetimi Kalite Sistem Değerlendirmesi
CQI-19, otomotiv sektöründe tedarik zinciri kalitesinin sağlanması amacıyla, dış kaynak kullanımı (outsourcing) yapılan proseslerde tedarikçilerin (alt yüklenicilerin) kalite yönetim sistemlerinin etkinliğini değerlendirmek için kullanılan bir AIAG kılavuzudur.
Bu eğitim, katılımcılara CQI-19 kılavuzunun amacı, yapısı ve uygulama yöntemleri hakkında detaylı bilgi vermeyi hedefler. Eğitim sonunda katılımcılar, alt yüklenici denetimlerini etkin şekilde planlayabilecek ve yürütebilecek düzeye ulaşacaklardır.
- CQI-19 Tedarik ZinciriYönetimi Kalite Sistem Değerlendirmesi
CQI-19, otomotiv sektöründe tedarik zinciri kalitesinin sağlanması amacıyla, dış kaynak kullanımı (outsourcing) yapılan proseslerde tedarikçilerin (alt yüklenicilerin) kalite yönetim sistemlerinin etkinliğini değerlendirmek için kullanılan bir AIAG kılavuzudur.
Bu eğitim, katılımcılara CQI-19 kılavuzunun amacı, yapısı ve uygulama yöntemleri hakkında detaylı bilgi vermeyi hedefler. Eğitim sonunda katılımcılar, alt yüklenici denetimlerini etkin şekilde planlayabilecek ve yürütebilecek düzeye ulaşacaklardır.
- CQI-23 Kalıplama Sistem Değerlendirmesi
CQI-23 Kalıplama Sistem Değerlendirmesi, Otomotiv Endüstrisi Görev Grubu (AIAG) tarafından, kalıp ve takım yönetimi süreçlerini iyileştirmek, standardize etmek ve verimliliği artırmak amacıyla geliştirilmiştir. Bu standart, kalıp ve takım bakım süreçlerinin optimize edilmesine, operasyonel verimliliğin artırılmasına ve maliyetlerin düşürülmesine rehberlik eder. Eğitim, CQI-23’in temel gerekliliklerini anlamayı, süreç denetimlerini yürütmeyi ve sürekli iyileştirme kültürünü geliştirmeyi hedefler. - CQI-23 Kalıplama Sistem Değerlendirmesi
CQI-23 Kalıplama Sistem Değerlendirmesi, Otomotiv Endüstrisi Görev Grubu (AIAG) tarafından, kalıp ve takım yönetimi süreçlerini iyileştirmek, standardize etmek ve verimliliği artırmak amacıyla geliştirilmiştir. Bu standart, kalıp ve takım bakım süreçlerinin optimize edilmesine, operasyonel verimliliğin artırılmasına ve maliyetlerin düşürülmesine rehberlik eder. Eğitim, CQI-23’in temel gerekliliklerini anlamayı, süreç denetimlerini yürütmeyi ve sürekli iyileştirme kültürünü geliştirmeyi hedefler. - CQI-23 Kalıplama Sistem Değerlendirmesi
CQI-23 Kalıplama Sistem Değerlendirmesi, Otomotiv Endüstrisi Görev Grubu (AIAG) tarafından, kalıp ve takım yönetimi süreçlerini iyileştirmek, standardize etmek ve verimliliği artırmak amacıyla geliştirilmiştir. Bu standart, kalıp ve takım bakım süreçlerinin optimize edilmesine, operasyonel verimliliğin artırılmasına ve maliyetlerin düşürülmesine rehberlik eder. Eğitim, CQI-23’in temel gerekliliklerini anlamayı, süreç denetimlerini yürütmeyi ve sürekli iyileştirme kültürünü geliştirmeyi hedefler. - CQI-23 Kalıplama Sistem Değerlendirmesi
CQI-23 Kalıplama Sistem Değerlendirmesi, Otomotiv Endüstrisi Görev Grubu (AIAG) tarafından, kalıp ve takım yönetimi süreçlerini iyileştirmek, standardize etmek ve verimliliği artırmak amacıyla geliştirilmiştir. Bu standart, kalıp ve takım bakım süreçlerinin optimize edilmesine, operasyonel verimliliğin artırılmasına ve maliyetlerin düşürülmesine rehberlik eder. Eğitim, CQI-23’in temel gerekliliklerini anlamayı, süreç denetimlerini yürütmeyi ve sürekli iyileştirme kültürünü geliştirmeyi hedefler. - CQI-23 Kalıplama Sistem Değerlendirmesi
CQI-23 Kalıplama Sistem Değerlendirmesi, Otomotiv Endüstrisi Görev Grubu (AIAG) tarafından, kalıp ve takım yönetimi süreçlerini iyileştirmek, standardize etmek ve verimliliği artırmak amacıyla geliştirilmiştir. Bu standart, kalıp ve takım bakım süreçlerinin optimize edilmesine, operasyonel verimliliğin artırılmasına ve maliyetlerin düşürülmesine rehberlik eder. Eğitim, CQI-23’in temel gerekliliklerini anlamayı, süreç denetimlerini yürütmeyi ve sürekli iyileştirme kültürünü geliştirmeyi hedefler. - CQI-23 Kalıplama Sistem Değerlendirmesi
CQI-23 Kalıplama Sistem Değerlendirmesi, Otomotiv Endüstrisi Görev Grubu (AIAG) tarafından, kalıp ve takım yönetimi süreçlerini iyileştirmek, standardize etmek ve verimliliği artırmak amacıyla geliştirilmiştir. Bu standart, kalıp ve takım bakım süreçlerinin optimize edilmesine, operasyonel verimliliğin artırılmasına ve maliyetlerin düşürülmesine rehberlik eder. Eğitim, CQI-23’in temel gerekliliklerini anlamayı, süreç denetimlerini yürütmeyi ve sürekli iyileştirme kültürünü geliştirmeyi hedefler. - CQI-30 Kauçuk İşleme Sistem Değerlendirmesi
CQI-30, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için geliştirilmiş bir kalite yönetim standardıdır. Bu standart, kauçuk işleme süreçlerinin etkinliğini artırmak, kaliteyi sağlamak ve sürekli iyileştirme sağlamak amacıyla hazırlanmıştır. Özellikle kauçuk karıştırma, kalıplama ve vulkanizasyon işlemlerinde kalite güvencesini artırmayı hedefler. - CQI-30 Kauçuk İşleme Sistem Değerlendirmesi
CQI-30, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için geliştirilmiş bir kalite yönetim standardıdır. Bu standart, kauçuk işleme süreçlerinin etkinliğini artırmak, kaliteyi sağlamak ve sürekli iyileştirme sağlamak amacıyla hazırlanmıştır. Özellikle kauçuk karıştırma, kalıplama ve vulkanizasyon işlemlerinde kalite güvencesini artırmayı hedefler. - CQI-30 Kauçuk İşleme Sistem Değerlendirmesi
CQI-30, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için geliştirilmiş bir kalite yönetim standardıdır. Bu standart, kauçuk işleme süreçlerinin etkinliğini artırmak, kaliteyi sağlamak ve sürekli iyileştirme sağlamak amacıyla hazırlanmıştır. Özellikle kauçuk karıştırma, kalıplama ve vulkanizasyon işlemlerinde kalite güvencesini artırmayı hedefler. - CQI-30 Kauçuk İşleme Sistem Değerlendirmesi
CQI-30, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için geliştirilmiş bir kalite yönetim standardıdır. Bu standart, kauçuk işleme süreçlerinin etkinliğini artırmak, kaliteyi sağlamak ve sürekli iyileştirme sağlamak amacıyla hazırlanmıştır. Özellikle kauçuk karıştırma, kalıplama ve vulkanizasyon işlemlerinde kalite güvencesini artırmayı hedefler. - CQI-30 Kauçuk İşleme Sistem Değerlendirmesi
CQI-30, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için geliştirilmiş bir kalite yönetim standardıdır. Bu standart, kauçuk işleme süreçlerinin etkinliğini artırmak, kaliteyi sağlamak ve sürekli iyileştirme sağlamak amacıyla hazırlanmıştır. Özellikle kauçuk karıştırma, kalıplama ve vulkanizasyon işlemlerinde kalite güvencesini artırmayı hedefler. - CQI-30 Kauçuk İşleme Sistem Değerlendirmesi
CQI-30, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için geliştirilmiş bir kalite yönetim standardıdır. Bu standart, kauçuk işleme süreçlerinin etkinliğini artırmak, kaliteyi sağlamak ve sürekli iyileştirme sağlamak amacıyla hazırlanmıştır. Özellikle kauçuk karıştırma, kalıplama ve vulkanizasyon işlemlerinde kalite güvencesini artırmayı hedefler. - CQI-35 Kablo İşleme Demeti Kalite Kılavuzu
CQI-35, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için geliştirilmiş bir kalite yönetim standardıdır. Bu standart, otomotiv sektöründe kullanılan kablo demetlerinin üretim kalitesini güvence altına almak, hataları en aza indirmek ve süreç iyileştirmelerini sağlamak amacıyla hazırlanmıştır. Kablo demeti montajında kalite güvencesini artırarak, bağlantı hatalarını ve arıza risklerini en aza indirmeyi hedefler. - CQI-35 Kablo İşleme Demeti Kalite Kılavuzu
CQI-35, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için geliştirilmiş bir kalite yönetim standardıdır. Bu standart, otomotiv sektöründe kullanılan kablo demetlerinin üretim kalitesini güvence altına almak, hataları en aza indirmek ve süreç iyileştirmelerini sağlamak amacıyla hazırlanmıştır. Kablo demeti montajında kalite güvencesini artırarak, bağlantı hatalarını ve arıza risklerini en aza indirmeyi hedefler. - CQI-35 Kablo İşleme Demeti Kalite Kılavuzu
CQI-35, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için geliştirilmiş bir kalite yönetim standardıdır. Bu standart, otomotiv sektöründe kullanılan kablo demetlerinin üretim kalitesini güvence altına almak, hataları en aza indirmek ve süreç iyileştirmelerini sağlamak amacıyla hazırlanmıştır. Kablo demeti montajında kalite güvencesini artırarak, bağlantı hatalarını ve arıza risklerini en aza indirmeyi hedefler. - CQI-35 Kablo İşleme Demeti Kalite Kılavuzu
CQI-35, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için geliştirilmiş bir kalite yönetim standardıdır. Bu standart, otomotiv sektöründe kullanılan kablo demetlerinin üretim kalitesini güvence altına almak, hataları en aza indirmek ve süreç iyileştirmelerini sağlamak amacıyla hazırlanmıştır. Kablo demeti montajında kalite güvencesini artırarak, bağlantı hatalarını ve arıza risklerini en aza indirmeyi hedefler. - CQI-35 Kablo İşleme Demeti Kalite Kılavuzu
CQI-35, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için geliştirilmiş bir kalite yönetim standardıdır. Bu standart, otomotiv sektöründe kullanılan kablo demetlerinin üretim kalitesini güvence altına almak, hataları en aza indirmek ve süreç iyileştirmelerini sağlamak amacıyla hazırlanmıştır. Kablo demeti montajında kalite güvencesini artırarak, bağlantı hatalarını ve arıza risklerini en aza indirmeyi hedefler. - CQI-35 Kablo İşleme Demeti Kalite Kılavuzu
CQI-35, AIAG (Automotive Industry Action Group) tarafından otomotiv endüstrisi için geliştirilmiş bir kalite yönetim standardıdır. Bu standart, otomotiv sektöründe kullanılan kablo demetlerinin üretim kalitesini güvence altına almak, hataları en aza indirmek ve süreç iyileştirmelerini sağlamak amacıyla hazırlanmıştır. Kablo demeti montajında kalite güvencesini artırarak, bağlantı hatalarını ve arıza risklerini en aza indirmeyi hedefler. - CQI-9 (Continuous Quality Improvement-9) Danışmanlık Hizmeti
CQI-9 (Continuous Quality Improvement-9), "Special Process: Heat Treat System Assessment" (Özel Proses: Isıl İşlem Sistem Değerlendirmesi) olarak adlandırılan bir otomotiv sektörü standardıdır. Bu standart, AIAG (Automotive Industry Action Group) tarafından yayınlanmış olup, ısıl işlem süreçlerinin kalite ve güvenilirliğini artırmak amacıyla geliştirilmiştir.
CQI-9, otomotiv endüstrisinde kullanılan ısıl işlem proseslerini sürekli olarak iyileştirmek için belirli gereklilikleri ve en iyi uygulamaları tanımlar. Bu standart, OEM'ler (Original Equipment Manufacturer - Orijinal Ekipman Üreticileri) ve tedarikçiler için bir kılavuz niteliğindedir ve süreçlerin sürekli olarak gözden geçirilmesini ve iyileştirilmesini amaçlar.
CQI-9 aşağıdaki ısıl işlem proseslerini kapsar:
- İndüksiyon ve Atmosferik Sertleştirme
- Gaz Nitrürleme ve Plazma Nitrürleme
- Vakumlu Isıl İşlem
- Alaşım Difüzyonu
- Alüminyum Isıl İşlemi
- Yağ ve Gaz Söndürme
- Diğer Metal Isıl İşlemleri
CQI-9, IATF 16949 (otomotiv sektörüne yönelik kalite yönetim sistemi standardı) ile uyumlu bir şekilde çalışır. IATF 16949 standardı, otomotiv tedarik zincirinde özel proseslerin kontrol altında tutulmasını ve sürekli iyileştirme faaliyetlerini destekleyen sistemler kurulmasını zorunlu kılar. CQI-9 da bu bağlamda, ısıl işlem süreçlerinin kalite yönetim sistemine entegrasyonunu sağlayan bir değerlendirme standardı olarak işlev görür.
- CQI-9 (Continuous Quality Improvement-9) Danışmanlık Hizmeti
CQI-9 (Continuous Quality Improvement-9), "Special Process: Heat Treat System Assessment" (Özel Proses: Isıl İşlem Sistem Değerlendirmesi) olarak adlandırılan bir otomotiv sektörü standardıdır. Bu standart, AIAG (Automotive Industry Action Group) tarafından yayınlanmış olup, ısıl işlem süreçlerinin kalite ve güvenilirliğini artırmak amacıyla geliştirilmiştir.
CQI-9, otomotiv endüstrisinde kullanılan ısıl işlem proseslerini sürekli olarak iyileştirmek için belirli gereklilikleri ve en iyi uygulamaları tanımlar. Bu standart, OEM'ler (Original Equipment Manufacturer - Orijinal Ekipman Üreticileri) ve tedarikçiler için bir kılavuz niteliğindedir ve süreçlerin sürekli olarak gözden geçirilmesini ve iyileştirilmesini amaçlar.
CQI-9 aşağıdaki ısıl işlem proseslerini kapsar:
- İndüksiyon ve Atmosferik Sertleştirme
- Gaz Nitrürleme ve Plazma Nitrürleme
- Vakumlu Isıl İşlem
- Alaşım Difüzyonu
- Alüminyum Isıl İşlemi
- Yağ ve Gaz Söndürme
- Diğer Metal Isıl İşlemleri
CQI-9, IATF 16949 (otomotiv sektörüne yönelik kalite yönetim sistemi standardı) ile uyumlu bir şekilde çalışır. IATF 16949 standardı, otomotiv tedarik zincirinde özel proseslerin kontrol altında tutulmasını ve sürekli iyileştirme faaliyetlerini destekleyen sistemler kurulmasını zorunlu kılar. CQI-9 da bu bağlamda, ısıl işlem süreçlerinin kalite yönetim sistemine entegrasyonunu sağlayan bir değerlendirme standardı olarak işlev görür.
- CQI-9 (Continuous Quality Improvement-9) Danışmanlık Hizmeti
CQI-9 (Continuous Quality Improvement-9), "Special Process: Heat Treat System Assessment" (Özel Proses: Isıl İşlem Sistem Değerlendirmesi) olarak adlandırılan bir otomotiv sektörü standardıdır. Bu standart, AIAG (Automotive Industry Action Group) tarafından yayınlanmış olup, ısıl işlem süreçlerinin kalite ve güvenilirliğini artırmak amacıyla geliştirilmiştir.
CQI-9, otomotiv endüstrisinde kullanılan ısıl işlem proseslerini sürekli olarak iyileştirmek için belirli gereklilikleri ve en iyi uygulamaları tanımlar. Bu standart, OEM'ler (Original Equipment Manufacturer - Orijinal Ekipman Üreticileri) ve tedarikçiler için bir kılavuz niteliğindedir ve süreçlerin sürekli olarak gözden geçirilmesini ve iyileştirilmesini amaçlar.
CQI-9 aşağıdaki ısıl işlem proseslerini kapsar:
- İndüksiyon ve Atmosferik Sertleştirme
- Gaz Nitrürleme ve Plazma Nitrürleme
- Vakumlu Isıl İşlem
- Alaşım Difüzyonu
- Alüminyum Isıl İşlemi
- Yağ ve Gaz Söndürme
- Diğer Metal Isıl İşlemleri
CQI-9, IATF 16949 (otomotiv sektörüne yönelik kalite yönetim sistemi standardı) ile uyumlu bir şekilde çalışır. IATF 16949 standardı, otomotiv tedarik zincirinde özel proseslerin kontrol altında tutulmasını ve sürekli iyileştirme faaliyetlerini destekleyen sistemler kurulmasını zorunlu kılar. CQI-9 da bu bağlamda, ısıl işlem süreçlerinin kalite yönetim sistemine entegrasyonunu sağlayan bir değerlendirme standardı olarak işlev görür.
- CQI-9 (Continuous Quality Improvement-9) Danışmanlık Hizmeti
CQI-9 (Continuous Quality Improvement-9), "Special Process: Heat Treat System Assessment" (Özel Proses: Isıl İşlem Sistem Değerlendirmesi) olarak adlandırılan bir otomotiv sektörü standardıdır. Bu standart, AIAG (Automotive Industry Action Group) tarafından yayınlanmış olup, ısıl işlem süreçlerinin kalite ve güvenilirliğini artırmak amacıyla geliştirilmiştir.
CQI-9, otomotiv endüstrisinde kullanılan ısıl işlem proseslerini sürekli olarak iyileştirmek için belirli gereklilikleri ve en iyi uygulamaları tanımlar. Bu standart, OEM'ler (Original Equipment Manufacturer - Orijinal Ekipman Üreticileri) ve tedarikçiler için bir kılavuz niteliğindedir ve süreçlerin sürekli olarak gözden geçirilmesini ve iyileştirilmesini amaçlar.
CQI-9 aşağıdaki ısıl işlem proseslerini kapsar:
- İndüksiyon ve Atmosferik Sertleştirme
- Gaz Nitrürleme ve Plazma Nitrürleme
- Vakumlu Isıl İşlem
- Alaşım Difüzyonu
- Alüminyum Isıl İşlemi
- Yağ ve Gaz Söndürme
- Diğer Metal Isıl İşlemleri
CQI-9, IATF 16949 (otomotiv sektörüne yönelik kalite yönetim sistemi standardı) ile uyumlu bir şekilde çalışır. IATF 16949 standardı, otomotiv tedarik zincirinde özel proseslerin kontrol altında tutulmasını ve sürekli iyileştirme faaliyetlerini destekleyen sistemler kurulmasını zorunlu kılar. CQI-9 da bu bağlamda, ısıl işlem süreçlerinin kalite yönetim sistemine entegrasyonunu sağlayan bir değerlendirme standardı olarak işlev görür.
- CQI-9 (Continuous Quality Improvement-9) Danışmanlık Hizmeti
CQI-9 (Continuous Quality Improvement-9), "Special Process: Heat Treat System Assessment" (Özel Proses: Isıl İşlem Sistem Değerlendirmesi) olarak adlandırılan bir otomotiv sektörü standardıdır. Bu standart, AIAG (Automotive Industry Action Group) tarafından yayınlanmış olup, ısıl işlem süreçlerinin kalite ve güvenilirliğini artırmak amacıyla geliştirilmiştir.
CQI-9, otomotiv endüstrisinde kullanılan ısıl işlem proseslerini sürekli olarak iyileştirmek için belirli gereklilikleri ve en iyi uygulamaları tanımlar. Bu standart, OEM'ler (Original Equipment Manufacturer - Orijinal Ekipman Üreticileri) ve tedarikçiler için bir kılavuz niteliğindedir ve süreçlerin sürekli olarak gözden geçirilmesini ve iyileştirilmesini amaçlar.
CQI-9 aşağıdaki ısıl işlem proseslerini kapsar:
- İndüksiyon ve Atmosferik Sertleştirme
- Gaz Nitrürleme ve Plazma Nitrürleme
- Vakumlu Isıl İşlem
- Alaşım Difüzyonu
- Alüminyum Isıl İşlemi
- Yağ ve Gaz Söndürme
- Diğer Metal Isıl İşlemleri
CQI-9, IATF 16949 (otomotiv sektörüne yönelik kalite yönetim sistemi standardı) ile uyumlu bir şekilde çalışır. IATF 16949 standardı, otomotiv tedarik zincirinde özel proseslerin kontrol altında tutulmasını ve sürekli iyileştirme faaliyetlerini destekleyen sistemler kurulmasını zorunlu kılar. CQI-9 da bu bağlamda, ısıl işlem süreçlerinin kalite yönetim sistemine entegrasyonunu sağlayan bir değerlendirme standardı olarak işlev görür.
- CQI-9 (Continuous Quality Improvement-9) Danışmanlık Hizmeti
CQI-9 (Continuous Quality Improvement-9), "Special Process: Heat Treat System Assessment" (Özel Proses: Isıl İşlem Sistem Değerlendirmesi) olarak adlandırılan bir otomotiv sektörü standardıdır. Bu standart, AIAG (Automotive Industry Action Group) tarafından yayınlanmış olup, ısıl işlem süreçlerinin kalite ve güvenilirliğini artırmak amacıyla geliştirilmiştir.
CQI-9, otomotiv endüstrisinde kullanılan ısıl işlem proseslerini sürekli olarak iyileştirmek için belirli gereklilikleri ve en iyi uygulamaları tanımlar. Bu standart, OEM'ler (Original Equipment Manufacturer - Orijinal Ekipman Üreticileri) ve tedarikçiler için bir kılavuz niteliğindedir ve süreçlerin sürekli olarak gözden geçirilmesini ve iyileştirilmesini amaçlar.
CQI-9 aşağıdaki ısıl işlem proseslerini kapsar:
- İndüksiyon ve Atmosferik Sertleştirme
- Gaz Nitrürleme ve Plazma Nitrürleme
- Vakumlu Isıl İşlem
- Alaşım Difüzyonu
- Alüminyum Isıl İşlemi
- Yağ ve Gaz Söndürme
- Diğer Metal Isıl İşlemleri
CQI-9, IATF 16949 (otomotiv sektörüne yönelik kalite yönetim sistemi standardı) ile uyumlu bir şekilde çalışır. IATF 16949 standardı, otomotiv tedarik zincirinde özel proseslerin kontrol altında tutulmasını ve sürekli iyileştirme faaliyetlerini destekleyen sistemler kurulmasını zorunlu kılar. CQI-9 da bu bağlamda, ısıl işlem süreçlerinin kalite yönetim sistemine entegrasyonunu sağlayan bir değerlendirme standardı olarak işlev görür.
- CQI-9 Isıl İşlem Sistem Değerlendirmesi
CQI-9 Isıl İşlem Sistem Değerlendirmesi, Otomotiv Endüstrisi Görev Grubu (AIAG) tarafından oluşturulmuş bir kalite standardıdır. Bu standart, otomotiv tedarik zincirinde yer alan ısıl işlem süreçlerinin kalite güvencesini sağlamak, süreçleri optimize etmek ve müşteri gerekliliklerini karşılamak için geliştirilmiştir. Eğitim, CQI-9’un gerekliliklerini, süreç denetimi yöntemlerini ve iyileştirme fırsatlarını katılımcılara aktarmayı amaçlamaktadır. - CQI-9 Isıl İşlem Sistem Değerlendirmesi
CQI-9 Isıl İşlem Sistem Değerlendirmesi, Otomotiv Endüstrisi Görev Grubu (AIAG) tarafından oluşturulmuş bir kalite standardıdır. Bu standart, otomotiv tedarik zincirinde yer alan ısıl işlem süreçlerinin kalite güvencesini sağlamak, süreçleri optimize etmek ve müşteri gerekliliklerini karşılamak için geliştirilmiştir. Eğitim, CQI-9’un gerekliliklerini, süreç denetimi yöntemlerini ve iyileştirme fırsatlarını katılımcılara aktarmayı amaçlamaktadır. - CQI-9 Isıl İşlem Sistem Değerlendirmesi
CQI-9 Isıl İşlem Sistem Değerlendirmesi, Otomotiv Endüstrisi Görev Grubu (AIAG) tarafından oluşturulmuş bir kalite standardıdır. Bu standart, otomotiv tedarik zincirinde yer alan ısıl işlem süreçlerinin kalite güvencesini sağlamak, süreçleri optimize etmek ve müşteri gerekliliklerini karşılamak için geliştirilmiştir. Eğitim, CQI-9’un gerekliliklerini, süreç denetimi yöntemlerini ve iyileştirme fırsatlarını katılımcılara aktarmayı amaçlamaktadır. - CQI-9 Isıl İşlem Sistem Değerlendirmesi
CQI-9 Isıl İşlem Sistem Değerlendirmesi, Otomotiv Endüstrisi Görev Grubu (AIAG) tarafından oluşturulmuş bir kalite standardıdır. Bu standart, otomotiv tedarik zincirinde yer alan ısıl işlem süreçlerinin kalite güvencesini sağlamak, süreçleri optimize etmek ve müşteri gerekliliklerini karşılamak için geliştirilmiştir. Eğitim, CQI-9’un gerekliliklerini, süreç denetimi yöntemlerini ve iyileştirme fırsatlarını katılımcılara aktarmayı amaçlamaktadır. - CQI-9 Isıl İşlem Sistem Değerlendirmesi
CQI-9 Isıl İşlem Sistem Değerlendirmesi, Otomotiv Endüstrisi Görev Grubu (AIAG) tarafından oluşturulmuş bir kalite standardıdır. Bu standart, otomotiv tedarik zincirinde yer alan ısıl işlem süreçlerinin kalite güvencesini sağlamak, süreçleri optimize etmek ve müşteri gerekliliklerini karşılamak için geliştirilmiştir. Eğitim, CQI-9’un gerekliliklerini, süreç denetimi yöntemlerini ve iyileştirme fırsatlarını katılımcılara aktarmayı amaçlamaktadır. - CQI-9 Isıl İşlem Sistem Değerlendirmesi
CQI-9 Isıl İşlem Sistem Değerlendirmesi, Otomotiv Endüstrisi Görev Grubu (AIAG) tarafından oluşturulmuş bir kalite standardıdır. Bu standart, otomotiv tedarik zincirinde yer alan ısıl işlem süreçlerinin kalite güvencesini sağlamak, süreçleri optimize etmek ve müşteri gerekliliklerini karşılamak için geliştirilmiştir. Eğitim, CQI-9’un gerekliliklerini, süreç denetimi yöntemlerini ve iyileştirme fırsatlarını katılımcılara aktarmayı amaçlamaktadır. - Deney Tasarımı - 2 gün
Özellikle yeni ürünlerin dizaynı veya mevcut ürünlerin geliştirilmesi sırasında deneysel çalışmalar yürütmek mühendislik biliminin temelinde yatmaktadır. Deneyler sonucunda kesin yargıya varabilmek için tüm proses değişkenlerinin hesaba katılması şarttır. Ancak, tüm değişkenleri sabit tutarak bir değişken üzerinden hareket edilen klasik deney yöntemi hem pahalı, hem de çok gereksiz zaman ve emek sarfiyatına neden olmaktadır. Bu mantıkla; deneylerin tasarımında istatistiksel teknikler kullanılarak hızlı ve uzun çözümler geliştirilebilmektedir. - Deney Tasarımı - 2 gün
Özellikle yeni ürünlerin dizaynı veya mevcut ürünlerin geliştirilmesi sırasında deneysel çalışmalar yürütmek mühendislik biliminin temelinde yatmaktadır. Deneyler sonucunda kesin yargıya varabilmek için tüm proses değişkenlerinin hesaba katılması şarttır. Ancak, tüm değişkenleri sabit tutarak bir değişken üzerinden hareket edilen klasik deney yöntemi hem pahalı, hem de çok gereksiz zaman ve emek sarfiyatına neden olmaktadır. Bu mantıkla; deneylerin tasarımında istatistiksel teknikler kullanılarak hızlı ve uzun çözümler geliştirilebilmektedir. - Deney Tasarımı - 2 gün
Özellikle yeni ürünlerin dizaynı veya mevcut ürünlerin geliştirilmesi sırasında deneysel çalışmalar yürütmek mühendislik biliminin temelinde yatmaktadır. Deneyler sonucunda kesin yargıya varabilmek için tüm proses değişkenlerinin hesaba katılması şarttır. Ancak, tüm değişkenleri sabit tutarak bir değişken üzerinden hareket edilen klasik deney yöntemi hem pahalı, hem de çok gereksiz zaman ve emek sarfiyatına neden olmaktadır. Bu mantıkla; deneylerin tasarımında istatistiksel teknikler kullanılarak hızlı ve uzun çözümler geliştirilebilmektedir. - Deney Tasarımı - 2 gün
Özellikle yeni ürünlerin dizaynı veya mevcut ürünlerin geliştirilmesi sırasında deneysel çalışmalar yürütmek mühendislik biliminin temelinde yatmaktadır. Deneyler sonucunda kesin yargıya varabilmek için tüm proses değişkenlerinin hesaba katılması şarttır. Ancak, tüm değişkenleri sabit tutarak bir değişken üzerinden hareket edilen klasik deney yöntemi hem pahalı, hem de çok gereksiz zaman ve emek sarfiyatına neden olmaktadır. Bu mantıkla; deneylerin tasarımında istatistiksel teknikler kullanılarak hızlı ve uzun çözümler geliştirilebilmektedir. - Deney Tasarımı - 2 gün
Özellikle yeni ürünlerin dizaynı veya mevcut ürünlerin geliştirilmesi sırasında deneysel çalışmalar yürütmek mühendislik biliminin temelinde yatmaktadır. Deneyler sonucunda kesin yargıya varabilmek için tüm proses değişkenlerinin hesaba katılması şarttır. Ancak, tüm değişkenleri sabit tutarak bir değişken üzerinden hareket edilen klasik deney yöntemi hem pahalı, hem de çok gereksiz zaman ve emek sarfiyatına neden olmaktadır. Bu mantıkla; deneylerin tasarımında istatistiksel teknikler kullanılarak hızlı ve uzun çözümler geliştirilebilmektedir. - Deney Tasarımı - 2 gün
Özellikle yeni ürünlerin dizaynı veya mevcut ürünlerin geliştirilmesi sırasında deneysel çalışmalar yürütmek mühendislik biliminin temelinde yatmaktadır. Deneyler sonucunda kesin yargıya varabilmek için tüm proses değişkenlerinin hesaba katılması şarttır. Ancak, tüm değişkenleri sabit tutarak bir değişken üzerinden hareket edilen klasik deney yöntemi hem pahalı, hem de çok gereksiz zaman ve emek sarfiyatına neden olmaktadır. Bu mantıkla; deneylerin tasarımında istatistiksel teknikler kullanılarak hızlı ve uzun çözümler geliştirilebilmektedir. - Dizaynda Hata Türleri ve Etkileri Analizi (D-FMEA) (ZIP VERSİYON)
Çalışma hayatının yoğunluğu içerisinde uzun soluklu eğitimlere vakit bulamayanlar için tüm eğitimlerimizi 3’er saatlik seanslarda tamamlanacak şekilde kısalttık. Yalın Üretim, APQP-PPAP, Ürün Geliştirme, İnsan Kaynakları ve Kişisel Gelişim konularında eski bilgilerinizi tazelemek veya ilgili konular hakkında farkındalığınızı arttırmak için kısa sürede birçok eğitime katılma fırsatını elde edebilirsiniz.
- Dizaynda Hata Türleri ve Etkileri Analizi (D-FMEA) (ZIP VERSİYON)
Çalışma hayatının yoğunluğu içerisinde uzun soluklu eğitimlere vakit bulamayanlar için tüm eğitimlerimizi 3’er saatlik seanslarda tamamlanacak şekilde kısalttık. Yalın Üretim, APQP-PPAP, Ürün Geliştirme, İnsan Kaynakları ve Kişisel Gelişim konularında eski bilgilerinizi tazelemek veya ilgili konular hakkında farkındalığınızı arttırmak için kısa sürede birçok eğitime katılma fırsatını elde edebilirsiniz.
- Dizaynda Hata Türleri ve Etkileri Analizi (D-FMEA) (ZIP VERSİYON)
Çalışma hayatının yoğunluğu içerisinde uzun soluklu eğitimlere vakit bulamayanlar için tüm eğitimlerimizi 3’er saatlik seanslarda tamamlanacak şekilde kısalttık. Yalın Üretim, APQP-PPAP, Ürün Geliştirme, İnsan Kaynakları ve Kişisel Gelişim konularında eski bilgilerinizi tazelemek veya ilgili konular hakkında farkındalığınızı arttırmak için kısa sürede birçok eğitime katılma fırsatını elde edebilirsiniz.
- Dizaynda Hata Türleri ve Etkileri Analizi (D-FMEA) (ZIP VERSİYON)
Çalışma hayatının yoğunluğu içerisinde uzun soluklu eğitimlere vakit bulamayanlar için tüm eğitimlerimizi 3’er saatlik seanslarda tamamlanacak şekilde kısalttık. Yalın Üretim, APQP-PPAP, Ürün Geliştirme, İnsan Kaynakları ve Kişisel Gelişim konularında eski bilgilerinizi tazelemek veya ilgili konular hakkında farkındalığınızı arttırmak için kısa sürede birçok eğitime katılma fırsatını elde edebilirsiniz.
- Dizaynda Hata Türleri ve Etkileri Analizi (D-FMEA) (ZIP VERSİYON)
Çalışma hayatının yoğunluğu içerisinde uzun soluklu eğitimlere vakit bulamayanlar için tüm eğitimlerimizi 3’er saatlik seanslarda tamamlanacak şekilde kısalttık. Yalın Üretim, APQP-PPAP, Ürün Geliştirme, İnsan Kaynakları ve Kişisel Gelişim konularında eski bilgilerinizi tazelemek veya ilgili konular hakkında farkındalığınızı arttırmak için kısa sürede birçok eğitime katılma fırsatını elde edebilirsiniz.
- Dizaynda Hata Türleri ve Etkileri Analizi (D-FMEA) (ZIP VERSİYON)
Çalışma hayatının yoğunluğu içerisinde uzun soluklu eğitimlere vakit bulamayanlar için tüm eğitimlerimizi 3’er saatlik seanslarda tamamlanacak şekilde kısalttık. Yalın Üretim, APQP-PPAP, Ürün Geliştirme, İnsan Kaynakları ve Kişisel Gelişim konularında eski bilgilerinizi tazelemek veya ilgili konular hakkında farkındalığınızı arttırmak için kısa sürede birçok eğitime katılma fırsatını elde edebilirsiniz.
- Eğitim Programlarının Yatırım Getirisinin Ölçümü ve Raporlaması - ROI Ölçüm Workshop
Eğitim Programı Yatırım Getirisi Ölçümü ve Raporlaması Atölyesi, karar vericilere ve ekip liderlerine eğitim yatırımlarının somut etkisini ölçme becerisi kazandıran yoğun bir iki günlük programdır. Katılımcılar, ROI hesaplama yöntemlerini gerçek verilerle uygulayarak öğrenir; eğitim maliyetlerini, kazanımları, performans değişimlerini ve finansal geri dönüş parametrelerini birlikte analiz eder. Atölye boyunca katılımcılar kendi kurumlarından örneklerle ROI modellemeleri oluşturur, raporlama şablonları geliştirir ve yönetime sunulabilir net, anlaşılır ROI raporları hazırlamayı deneyimler. Program, eğitim faaliyetlerinin kârlılığını ve stratejik değerini ölçmek isteyen profesyonellere pratik, uygulanabilir ve ölçülebilir bir yaklaşım sunar. - Eğitim Programlarının Yatırım Getirisinin Ölçümü ve Raporlaması - ROI Ölçüm Workshop
Eğitim Programı Yatırım Getirisi Ölçümü ve Raporlaması Atölyesi, karar vericilere ve ekip liderlerine eğitim yatırımlarının somut etkisini ölçme becerisi kazandıran yoğun bir iki günlük programdır. Katılımcılar, ROI hesaplama yöntemlerini gerçek verilerle uygulayarak öğrenir; eğitim maliyetlerini, kazanımları, performans değişimlerini ve finansal geri dönüş parametrelerini birlikte analiz eder. Atölye boyunca katılımcılar kendi kurumlarından örneklerle ROI modellemeleri oluşturur, raporlama şablonları geliştirir ve yönetime sunulabilir net, anlaşılır ROI raporları hazırlamayı deneyimler. Program, eğitim faaliyetlerinin kârlılığını ve stratejik değerini ölçmek isteyen profesyonellere pratik, uygulanabilir ve ölçülebilir bir yaklaşım sunar. - Eğitim Programlarının Yatırım Getirisinin Ölçümü ve Raporlaması - ROI Ölçüm Workshop
Eğitim Programı Yatırım Getirisi Ölçümü ve Raporlaması Atölyesi, karar vericilere ve ekip liderlerine eğitim yatırımlarının somut etkisini ölçme becerisi kazandıran yoğun bir iki günlük programdır. Katılımcılar, ROI hesaplama yöntemlerini gerçek verilerle uygulayarak öğrenir; eğitim maliyetlerini, kazanımları, performans değişimlerini ve finansal geri dönüş parametrelerini birlikte analiz eder. Atölye boyunca katılımcılar kendi kurumlarından örneklerle ROI modellemeleri oluşturur, raporlama şablonları geliştirir ve yönetime sunulabilir net, anlaşılır ROI raporları hazırlamayı deneyimler. Program, eğitim faaliyetlerinin kârlılığını ve stratejik değerini ölçmek isteyen profesyonellere pratik, uygulanabilir ve ölçülebilir bir yaklaşım sunar. - Eğitim Programlarının Yatırım Getirisinin Ölçümü ve Raporlaması - ROI Ölçüm Workshop
Eğitim Programı Yatırım Getirisi Ölçümü ve Raporlaması Atölyesi, karar vericilere ve ekip liderlerine eğitim yatırımlarının somut etkisini ölçme becerisi kazandıran yoğun bir iki günlük programdır. Katılımcılar, ROI hesaplama yöntemlerini gerçek verilerle uygulayarak öğrenir; eğitim maliyetlerini, kazanımları, performans değişimlerini ve finansal geri dönüş parametrelerini birlikte analiz eder. Atölye boyunca katılımcılar kendi kurumlarından örneklerle ROI modellemeleri oluşturur, raporlama şablonları geliştirir ve yönetime sunulabilir net, anlaşılır ROI raporları hazırlamayı deneyimler. Program, eğitim faaliyetlerinin kârlılığını ve stratejik değerini ölçmek isteyen profesyonellere pratik, uygulanabilir ve ölçülebilir bir yaklaşım sunar. - Eğitim Programlarının Yatırım Getirisinin Ölçümü ve Raporlaması - ROI Ölçüm Workshop
Eğitim Programı Yatırım Getirisi Ölçümü ve Raporlaması Atölyesi, karar vericilere ve ekip liderlerine eğitim yatırımlarının somut etkisini ölçme becerisi kazandıran yoğun bir iki günlük programdır. Katılımcılar, ROI hesaplama yöntemlerini gerçek verilerle uygulayarak öğrenir; eğitim maliyetlerini, kazanımları, performans değişimlerini ve finansal geri dönüş parametrelerini birlikte analiz eder. Atölye boyunca katılımcılar kendi kurumlarından örneklerle ROI modellemeleri oluşturur, raporlama şablonları geliştirir ve yönetime sunulabilir net, anlaşılır ROI raporları hazırlamayı deneyimler. Program, eğitim faaliyetlerinin kârlılığını ve stratejik değerini ölçmek isteyen profesyonellere pratik, uygulanabilir ve ölçülebilir bir yaklaşım sunar. - Eğitim Programlarının Yatırım Getirisinin Ölçümü ve Raporlaması - ROI Ölçüm Workshop
Eğitim Programı Yatırım Getirisi Ölçümü ve Raporlaması Atölyesi, karar vericilere ve ekip liderlerine eğitim yatırımlarının somut etkisini ölçme becerisi kazandıran yoğun bir iki günlük programdır. Katılımcılar, ROI hesaplama yöntemlerini gerçek verilerle uygulayarak öğrenir; eğitim maliyetlerini, kazanımları, performans değişimlerini ve finansal geri dönüş parametrelerini birlikte analiz eder. Atölye boyunca katılımcılar kendi kurumlarından örneklerle ROI modellemeleri oluşturur, raporlama şablonları geliştirir ve yönetime sunulabilir net, anlaşılır ROI raporları hazırlamayı deneyimler. Program, eğitim faaliyetlerinin kârlılığını ve stratejik değerini ölçmek isteyen profesyonellere pratik, uygulanabilir ve ölçülebilir bir yaklaşım sunar. - FMEA | Hata Türleri ve Etkileri Analizi - 4. revizyon
Herhangi bir hizmet veya ürünün tasarımından üretimine ve müşteriye sunuşuna kadar geçen sürede oluşan hatalar, istenmeyen bir durumdur. Ancak; tasarlayan insan olduğunda aslında hata kaçınılmazdır. Asıl problem, hatadan ders almamak, ilerlemesine ve maliyetinin daha da yükselmeden önlenmesini sağlamamakta yatmaktadır. Diğer taraftan hata, sektörden sektöre de sonuçları açısından fark yaratmaktadır. Örneğin; herhangi bir otomobilin motorunda üretimden kaynaklanan bir hata, en fazla otomobilin durmasına neden olurken, bir uçağın motorundaki hata yüzlerce insanın hayatına mal olabilir. Sonuçta her iki ürünü üreten şirketin de hata sonucu oluşan mali kayıpları olacaktır. Ancak uçak üreten firmanın belki de iflasına neden olacaktır. Bu perspektiften bakıldığında, hatanın müşteriye yansımadan önce çözümlenmesi durumunda, firmanın pazar kaybı dolayısı ile göğüslemesi gereken maliyeti azaltacağı kuşkusuzdur. Diğer taraftan üretim sırasında oluşan hatanın da üretimin mümkün olduğunca erken aşamasında ortadan kaldırılması, üretim maliyetlerini minimize edecektir. İşte Hata Türleri ve Etkileri Analizi de bu anlayışla ortaya çıkmış, orijini kalitenin güvenirlik olarak algılandığı roket, uçak ve nükleer santral üretimine dayanan bir metottur. FMEA; hatanın ortaya çıkmadan önce analizine ve önlenmesine odaklanan bir metottur.
- FMEA | Hata Türleri ve Etkileri Analizi - 4. revizyon
Herhangi bir hizmet veya ürünün tasarımından üretimine ve müşteriye sunuşuna kadar geçen sürede oluşan hatalar, istenmeyen bir durumdur. Ancak; tasarlayan insan olduğunda aslında hata kaçınılmazdır. Asıl problem, hatadan ders almamak, ilerlemesine ve maliyetinin daha da yükselmeden önlenmesini sağlamamakta yatmaktadır. Diğer taraftan hata, sektörden sektöre de sonuçları açısından fark yaratmaktadır. Örneğin; herhangi bir otomobilin motorunda üretimden kaynaklanan bir hata, en fazla otomobilin durmasına neden olurken, bir uçağın motorundaki hata yüzlerce insanın hayatına mal olabilir. Sonuçta her iki ürünü üreten şirketin de hata sonucu oluşan mali kayıpları olacaktır. Ancak uçak üreten firmanın belki de iflasına neden olacaktır. Bu perspektiften bakıldığında, hatanın müşteriye yansımadan önce çözümlenmesi durumunda, firmanın pazar kaybı dolayısı ile göğüslemesi gereken maliyeti azaltacağı kuşkusuzdur. Diğer taraftan üretim sırasında oluşan hatanın da üretimin mümkün olduğunca erken aşamasında ortadan kaldırılması, üretim maliyetlerini minimize edecektir. İşte Hata Türleri ve Etkileri Analizi de bu anlayışla ortaya çıkmış, orijini kalitenin güvenirlik olarak algılandığı roket, uçak ve nükleer santral üretimine dayanan bir metottur. FMEA; hatanın ortaya çıkmadan önce analizine ve önlenmesine odaklanan bir metottur.
- FMEA | Hata Türleri ve Etkileri Analizi - 4. revizyon
Herhangi bir hizmet veya ürünün tasarımından üretimine ve müşteriye sunuşuna kadar geçen sürede oluşan hatalar, istenmeyen bir durumdur. Ancak; tasarlayan insan olduğunda aslında hata kaçınılmazdır. Asıl problem, hatadan ders almamak, ilerlemesine ve maliyetinin daha da yükselmeden önlenmesini sağlamamakta yatmaktadır. Diğer taraftan hata, sektörden sektöre de sonuçları açısından fark yaratmaktadır. Örneğin; herhangi bir otomobilin motorunda üretimden kaynaklanan bir hata, en fazla otomobilin durmasına neden olurken, bir uçağın motorundaki hata yüzlerce insanın hayatına mal olabilir. Sonuçta her iki ürünü üreten şirketin de hata sonucu oluşan mali kayıpları olacaktır. Ancak uçak üreten firmanın belki de iflasına neden olacaktır. Bu perspektiften bakıldığında, hatanın müşteriye yansımadan önce çözümlenmesi durumunda, firmanın pazar kaybı dolayısı ile göğüslemesi gereken maliyeti azaltacağı kuşkusuzdur. Diğer taraftan üretim sırasında oluşan hatanın da üretimin mümkün olduğunca erken aşamasında ortadan kaldırılması, üretim maliyetlerini minimize edecektir. İşte Hata Türleri ve Etkileri Analizi de bu anlayışla ortaya çıkmış, orijini kalitenin güvenirlik olarak algılandığı roket, uçak ve nükleer santral üretimine dayanan bir metottur. FMEA; hatanın ortaya çıkmadan önce analizine ve önlenmesine odaklanan bir metottur.
- FMEA | Hata Türleri ve Etkileri Analizi - 4. revizyon
Herhangi bir hizmet veya ürünün tasarımından üretimine ve müşteriye sunuşuna kadar geçen sürede oluşan hatalar, istenmeyen bir durumdur. Ancak; tasarlayan insan olduğunda aslında hata kaçınılmazdır. Asıl problem, hatadan ders almamak, ilerlemesine ve maliyetinin daha da yükselmeden önlenmesini sağlamamakta yatmaktadır. Diğer taraftan hata, sektörden sektöre de sonuçları açısından fark yaratmaktadır. Örneğin; herhangi bir otomobilin motorunda üretimden kaynaklanan bir hata, en fazla otomobilin durmasına neden olurken, bir uçağın motorundaki hata yüzlerce insanın hayatına mal olabilir. Sonuçta her iki ürünü üreten şirketin de hata sonucu oluşan mali kayıpları olacaktır. Ancak uçak üreten firmanın belki de iflasına neden olacaktır. Bu perspektiften bakıldığında, hatanın müşteriye yansımadan önce çözümlenmesi durumunda, firmanın pazar kaybı dolayısı ile göğüslemesi gereken maliyeti azaltacağı kuşkusuzdur. Diğer taraftan üretim sırasında oluşan hatanın da üretimin mümkün olduğunca erken aşamasında ortadan kaldırılması, üretim maliyetlerini minimize edecektir. İşte Hata Türleri ve Etkileri Analizi de bu anlayışla ortaya çıkmış, orijini kalitenin güvenirlik olarak algılandığı roket, uçak ve nükleer santral üretimine dayanan bir metottur. FMEA; hatanın ortaya çıkmadan önce analizine ve önlenmesine odaklanan bir metottur.
- FMEA | Hata Türleri ve Etkileri Analizi - 4. revizyon
Herhangi bir hizmet veya ürünün tasarımından üretimine ve müşteriye sunuşuna kadar geçen sürede oluşan hatalar, istenmeyen bir durumdur. Ancak; tasarlayan insan olduğunda aslında hata kaçınılmazdır. Asıl problem, hatadan ders almamak, ilerlemesine ve maliyetinin daha da yükselmeden önlenmesini sağlamamakta yatmaktadır. Diğer taraftan hata, sektörden sektöre de sonuçları açısından fark yaratmaktadır. Örneğin; herhangi bir otomobilin motorunda üretimden kaynaklanan bir hata, en fazla otomobilin durmasına neden olurken, bir uçağın motorundaki hata yüzlerce insanın hayatına mal olabilir. Sonuçta her iki ürünü üreten şirketin de hata sonucu oluşan mali kayıpları olacaktır. Ancak uçak üreten firmanın belki de iflasına neden olacaktır. Bu perspektiften bakıldığında, hatanın müşteriye yansımadan önce çözümlenmesi durumunda, firmanın pazar kaybı dolayısı ile göğüslemesi gereken maliyeti azaltacağı kuşkusuzdur. Diğer taraftan üretim sırasında oluşan hatanın da üretimin mümkün olduğunca erken aşamasında ortadan kaldırılması, üretim maliyetlerini minimize edecektir. İşte Hata Türleri ve Etkileri Analizi de bu anlayışla ortaya çıkmış, orijini kalitenin güvenirlik olarak algılandığı roket, uçak ve nükleer santral üretimine dayanan bir metottur. FMEA; hatanın ortaya çıkmadan önce analizine ve önlenmesine odaklanan bir metottur.
- FMEA | Hata Türleri ve Etkileri Analizi - 4. revizyon
Herhangi bir hizmet veya ürünün tasarımından üretimine ve müşteriye sunuşuna kadar geçen sürede oluşan hatalar, istenmeyen bir durumdur. Ancak; tasarlayan insan olduğunda aslında hata kaçınılmazdır. Asıl problem, hatadan ders almamak, ilerlemesine ve maliyetinin daha da yükselmeden önlenmesini sağlamamakta yatmaktadır. Diğer taraftan hata, sektörden sektöre de sonuçları açısından fark yaratmaktadır. Örneğin; herhangi bir otomobilin motorunda üretimden kaynaklanan bir hata, en fazla otomobilin durmasına neden olurken, bir uçağın motorundaki hata yüzlerce insanın hayatına mal olabilir. Sonuçta her iki ürünü üreten şirketin de hata sonucu oluşan mali kayıpları olacaktır. Ancak uçak üreten firmanın belki de iflasına neden olacaktır. Bu perspektiften bakıldığında, hatanın müşteriye yansımadan önce çözümlenmesi durumunda, firmanın pazar kaybı dolayısı ile göğüslemesi gereken maliyeti azaltacağı kuşkusuzdur. Diğer taraftan üretim sırasında oluşan hatanın da üretimin mümkün olduğunca erken aşamasında ortadan kaldırılması, üretim maliyetlerini minimize edecektir. İşte Hata Türleri ve Etkileri Analizi de bu anlayışla ortaya çıkmış, orijini kalitenin güvenirlik olarak algılandığı roket, uçak ve nükleer santral üretimine dayanan bir metottur. FMEA; hatanın ortaya çıkmadan önce analizine ve önlenmesine odaklanan bir metottur.
- Hızlı Kalıp Değiştirme/Ayar (SMED) Workshop
SMED - Single Minute Exchange of Die (Tek Dakikada Kalıp Değisimi) Yalın Üretim sisteminin en önemli teknik araçlarından biridir. İlk kez Japonya’da Shigeo Shingo tarafından ortaya konan bu teknik sayesinde daha küçük partiler halinde üretim yapmak, hatta “tek parça akışı”na geçmek amaçlanır. Parti değişim sürelerinin kısaltılması imalat sistemlerinin esnekleşmesine, stok miktarlarının azalmasına ve teslimat performansının iyileşmesine neden olmaktadır. SMED Workshop teorik eğitimi takiben üretim ortamında parti geçişlerinin veya kalıp değişimlerinin InoTec danışmanları gözetiminde yerinde incelenerek kayıt altına alınması ve proje haline getirilmesine dayanmaktadır. - İleri Ürün Kalite Planlaması ve Üretim Parçası Onay Prosesi (APQP-PPAP)
1990'lı yıllardan bu yana Kalite Yönetim Sistemlerinde çok fazla değişim yaşandı. 1994 yılında yayınlanan ISO 9000 serisi standartları kuruluşlar tarafından hızla benimsendi. Kurumlar hem kendi sistemlerini bu standardın şartlarına göre tekrar gözden geçirdi, hem de ISO 9000 belgesini önemli bir pazarlama aracı olarak kullanmaya başladı.
Bu gelişmeler lokomotif durumunda olan otomotiv sektöründe farklı algılandı. ISO 9000 serisi standartları bu sektörün çalışma dinamikleri için yeterli sayılmadı. İlk hareket Amerikalı kuruluşlar olan Ford, Chrysler ve GM'den geldi. Bu kuruluşlar bir araya gelerek ISO 9000 serisi standartlar üzerine ek şartlar ilave etti (QS 9000). Bu kuruluşların tedarik zincirinde yer alabilmek için söz konusu ek şartları da yerine getirmek gerekti. Daha sonra Alman, Fransız, İtalyan ve Japon otomotiv firmaları da bir araya gelerek kendi tedarikçilerine ek şartlar öne sürmeye başladılar.
Otomotiv firmalarının öne sürdüğü ek şartlar İleri Ürün Kalite Planlaması (APQP), Üretim Parçası Onay Prosesi (PPAP), Hata Türleri ve Etkileri Analizi (FMEA) ve İstatistiksel Proses Kontrol (SPC) gibi tekniklerin uygulanması yönündeki zorunluluklar yönünde birleşti.
Bu teknikleri hayata geçirerek otomotiv ana sanayicileri pazara sunulan ürünlerin sunum hızını kısaltmayı, maliyetleri düşürmeyi ve kaliteyi sürekli arttırmayı hedefledi.
2000'li yıllara gelindiğinde ISO 9001 Kalite Yönetim Sistemi’nin süreç odaklı yapısı ile birlikte QS 9000 eşdeğeri müşteri istekleri ISO/TS 16949 Kalite Yönetim Sistemi Şartları altında toplandı. Standarda göre her bir yeni ürünün devreye alınması sırasında (APQP Süreci), yukarıda sıralanan tüm tekniklerin zorunlu olarak kullanımı benimsendi. Bugün söz konusu tekniklerin kullanımı otomotiv sanayii dışındaki sektörlerde de yavaş yavaş uygulama alanı bulmaya başladı.
Bu eğitim, otomotiv sektöründe uygulama alanı bulan ve yeni ürünlerin devreye alınması sırasında uygulanan İleri ürün Kalite Planlaması (APQP) sürecini detaylı olarak ele almaktadır.
Eğitim içeriği, Otomotiv Endüstrisi Aksiyon Grubu (AIAG) tarafından yayınlanan APQP ve PPAP Kitapçıklarının revizyonu takip edilerek sürekli olarak güncel tutulmaktadır. - İleri Ürün Kalite Planlaması ve Üretim Parçası Onay Prosesi (APQP-PPAP)
1990'lı yıllardan bu yana Kalite Yönetim Sistemlerinde çok fazla değişim yaşandı. 1994 yılında yayınlanan ISO 9000 serisi standartları kuruluşlar tarafından hızla benimsendi. Kurumlar hem kendi sistemlerini bu standardın şartlarına göre tekrar gözden geçirdi, hem de ISO 9000 belgesini önemli bir pazarlama aracı olarak kullanmaya başladı.
Bu gelişmeler lokomotif durumunda olan otomotiv sektöründe farklı algılandı. ISO 9000 serisi standartları bu sektörün çalışma dinamikleri için yeterli sayılmadı. İlk hareket Amerikalı kuruluşlar olan Ford, Chrysler ve GM'den geldi. Bu kuruluşlar bir araya gelerek ISO 9000 serisi standartlar üzerine ek şartlar ilave etti (QS 9000). Bu kuruluşların tedarik zincirinde yer alabilmek için söz konusu ek şartları da yerine getirmek gerekti. Daha sonra Alman, Fransız, İtalyan ve Japon otomotiv firmaları da bir araya gelerek kendi tedarikçilerine ek şartlar öne sürmeye başladılar.
Otomotiv firmalarının öne sürdüğü ek şartlar İleri Ürün Kalite Planlaması (APQP), Üretim Parçası Onay Prosesi (PPAP), Hata Türleri ve Etkileri Analizi (FMEA) ve İstatistiksel Proses Kontrol (SPC) gibi tekniklerin uygulanması yönündeki zorunluluklar yönünde birleşti.
Bu teknikleri hayata geçirerek otomotiv ana sanayicileri pazara sunulan ürünlerin sunum hızını kısaltmayı, maliyetleri düşürmeyi ve kaliteyi sürekli arttırmayı hedefledi.
2000'li yıllara gelindiğinde ISO 9001 Kalite Yönetim Sistemi’nin süreç odaklı yapısı ile birlikte QS 9000 eşdeğeri müşteri istekleri ISO/TS 16949 Kalite Yönetim Sistemi Şartları altında toplandı. Standarda göre her bir yeni ürünün devreye alınması sırasında (APQP Süreci), yukarıda sıralanan tüm tekniklerin zorunlu olarak kullanımı benimsendi. Bugün söz konusu tekniklerin kullanımı otomotiv sanayii dışındaki sektörlerde de yavaş yavaş uygulama alanı bulmaya başladı.
Bu eğitim, otomotiv sektöründe uygulama alanı bulan ve yeni ürünlerin devreye alınması sırasında uygulanan İleri ürün Kalite Planlaması (APQP) sürecini detaylı olarak ele almaktadır.
Eğitim içeriği, Otomotiv Endüstrisi Aksiyon Grubu (AIAG) tarafından yayınlanan APQP ve PPAP Kitapçıklarının revizyonu takip edilerek sürekli olarak güncel tutulmaktadır. - İleri Ürün Kalite Planlaması ve Üretim Parçası Onay Prosesi (APQP-PPAP)
1990'lı yıllardan bu yana Kalite Yönetim Sistemlerinde çok fazla değişim yaşandı. 1994 yılında yayınlanan ISO 9000 serisi standartları kuruluşlar tarafından hızla benimsendi. Kurumlar hem kendi sistemlerini bu standardın şartlarına göre tekrar gözden geçirdi, hem de ISO 9000 belgesini önemli bir pazarlama aracı olarak kullanmaya başladı.
Bu gelişmeler lokomotif durumunda olan otomotiv sektöründe farklı algılandı. ISO 9000 serisi standartları bu sektörün çalışma dinamikleri için yeterli sayılmadı. İlk hareket Amerikalı kuruluşlar olan Ford, Chrysler ve GM'den geldi. Bu kuruluşlar bir araya gelerek ISO 9000 serisi standartlar üzerine ek şartlar ilave etti (QS 9000). Bu kuruluşların tedarik zincirinde yer alabilmek için söz konusu ek şartları da yerine getirmek gerekti. Daha sonra Alman, Fransız, İtalyan ve Japon otomotiv firmaları da bir araya gelerek kendi tedarikçilerine ek şartlar öne sürmeye başladılar.
Otomotiv firmalarının öne sürdüğü ek şartlar İleri Ürün Kalite Planlaması (APQP), Üretim Parçası Onay Prosesi (PPAP), Hata Türleri ve Etkileri Analizi (FMEA) ve İstatistiksel Proses Kontrol (SPC) gibi tekniklerin uygulanması yönündeki zorunluluklar yönünde birleşti.
Bu teknikleri hayata geçirerek otomotiv ana sanayicileri pazara sunulan ürünlerin sunum hızını kısaltmayı, maliyetleri düşürmeyi ve kaliteyi sürekli arttırmayı hedefledi.
2000'li yıllara gelindiğinde ISO 9001 Kalite Yönetim Sistemi’nin süreç odaklı yapısı ile birlikte QS 9000 eşdeğeri müşteri istekleri ISO/TS 16949 Kalite Yönetim Sistemi Şartları altında toplandı. Standarda göre her bir yeni ürünün devreye alınması sırasında (APQP Süreci), yukarıda sıralanan tüm tekniklerin zorunlu olarak kullanımı benimsendi. Bugün söz konusu tekniklerin kullanımı otomotiv sanayii dışındaki sektörlerde de yavaş yavaş uygulama alanı bulmaya başladı.
Bu eğitim, otomotiv sektöründe uygulama alanı bulan ve yeni ürünlerin devreye alınması sırasında uygulanan İleri ürün Kalite Planlaması (APQP) sürecini detaylı olarak ele almaktadır.
Eğitim içeriği, Otomotiv Endüstrisi Aksiyon Grubu (AIAG) tarafından yayınlanan APQP ve PPAP Kitapçıklarının revizyonu takip edilerek sürekli olarak güncel tutulmaktadır. - İleri Ürün Kalite Planlaması ve Üretim Parçası Onay Prosesi (APQP-PPAP)
1990'lı yıllardan bu yana Kalite Yönetim Sistemlerinde çok fazla değişim yaşandı. 1994 yılında yayınlanan ISO 9000 serisi standartları kuruluşlar tarafından hızla benimsendi. Kurumlar hem kendi sistemlerini bu standardın şartlarına göre tekrar gözden geçirdi, hem de ISO 9000 belgesini önemli bir pazarlama aracı olarak kullanmaya başladı.
Bu gelişmeler lokomotif durumunda olan otomotiv sektöründe farklı algılandı. ISO 9000 serisi standartları bu sektörün çalışma dinamikleri için yeterli sayılmadı. İlk hareket Amerikalı kuruluşlar olan Ford, Chrysler ve GM'den geldi. Bu kuruluşlar bir araya gelerek ISO 9000 serisi standartlar üzerine ek şartlar ilave etti (QS 9000). Bu kuruluşların tedarik zincirinde yer alabilmek için söz konusu ek şartları da yerine getirmek gerekti. Daha sonra Alman, Fransız, İtalyan ve Japon otomotiv firmaları da bir araya gelerek kendi tedarikçilerine ek şartlar öne sürmeye başladılar.
Otomotiv firmalarının öne sürdüğü ek şartlar İleri Ürün Kalite Planlaması (APQP), Üretim Parçası Onay Prosesi (PPAP), Hata Türleri ve Etkileri Analizi (FMEA) ve İstatistiksel Proses Kontrol (SPC) gibi tekniklerin uygulanması yönündeki zorunluluklar yönünde birleşti.
Bu teknikleri hayata geçirerek otomotiv ana sanayicileri pazara sunulan ürünlerin sunum hızını kısaltmayı, maliyetleri düşürmeyi ve kaliteyi sürekli arttırmayı hedefledi.
2000'li yıllara gelindiğinde ISO 9001 Kalite Yönetim Sistemi’nin süreç odaklı yapısı ile birlikte QS 9000 eşdeğeri müşteri istekleri ISO/TS 16949 Kalite Yönetim Sistemi Şartları altında toplandı. Standarda göre her bir yeni ürünün devreye alınması sırasında (APQP Süreci), yukarıda sıralanan tüm tekniklerin zorunlu olarak kullanımı benimsendi. Bugün söz konusu tekniklerin kullanımı otomotiv sanayii dışındaki sektörlerde de yavaş yavaş uygulama alanı bulmaya başladı.
Bu eğitim, otomotiv sektöründe uygulama alanı bulan ve yeni ürünlerin devreye alınması sırasında uygulanan İleri ürün Kalite Planlaması (APQP) sürecini detaylı olarak ele almaktadır.
Eğitim içeriği, Otomotiv Endüstrisi Aksiyon Grubu (AIAG) tarafından yayınlanan APQP ve PPAP Kitapçıklarının revizyonu takip edilerek sürekli olarak güncel tutulmaktadır. - İleri Ürün Kalite Planlaması ve Üretim Parçası Onay Prosesi (APQP-PPAP)
1990'lı yıllardan bu yana Kalite Yönetim Sistemlerinde çok fazla değişim yaşandı. 1994 yılında yayınlanan ISO 9000 serisi standartları kuruluşlar tarafından hızla benimsendi. Kurumlar hem kendi sistemlerini bu standardın şartlarına göre tekrar gözden geçirdi, hem de ISO 9000 belgesini önemli bir pazarlama aracı olarak kullanmaya başladı.
Bu gelişmeler lokomotif durumunda olan otomotiv sektöründe farklı algılandı. ISO 9000 serisi standartları bu sektörün çalışma dinamikleri için yeterli sayılmadı. İlk hareket Amerikalı kuruluşlar olan Ford, Chrysler ve GM'den geldi. Bu kuruluşlar bir araya gelerek ISO 9000 serisi standartlar üzerine ek şartlar ilave etti (QS 9000). Bu kuruluşların tedarik zincirinde yer alabilmek için söz konusu ek şartları da yerine getirmek gerekti. Daha sonra Alman, Fransız, İtalyan ve Japon otomotiv firmaları da bir araya gelerek kendi tedarikçilerine ek şartlar öne sürmeye başladılar.
Otomotiv firmalarının öne sürdüğü ek şartlar İleri Ürün Kalite Planlaması (APQP), Üretim Parçası Onay Prosesi (PPAP), Hata Türleri ve Etkileri Analizi (FMEA) ve İstatistiksel Proses Kontrol (SPC) gibi tekniklerin uygulanması yönündeki zorunluluklar yönünde birleşti.
Bu teknikleri hayata geçirerek otomotiv ana sanayicileri pazara sunulan ürünlerin sunum hızını kısaltmayı, maliyetleri düşürmeyi ve kaliteyi sürekli arttırmayı hedefledi.
2000'li yıllara gelindiğinde ISO 9001 Kalite Yönetim Sistemi’nin süreç odaklı yapısı ile birlikte QS 9000 eşdeğeri müşteri istekleri ISO/TS 16949 Kalite Yönetim Sistemi Şartları altında toplandı. Standarda göre her bir yeni ürünün devreye alınması sırasında (APQP Süreci), yukarıda sıralanan tüm tekniklerin zorunlu olarak kullanımı benimsendi. Bugün söz konusu tekniklerin kullanımı otomotiv sanayii dışındaki sektörlerde de yavaş yavaş uygulama alanı bulmaya başladı.
Bu eğitim, otomotiv sektöründe uygulama alanı bulan ve yeni ürünlerin devreye alınması sırasında uygulanan İleri ürün Kalite Planlaması (APQP) sürecini detaylı olarak ele almaktadır.
Eğitim içeriği, Otomotiv Endüstrisi Aksiyon Grubu (AIAG) tarafından yayınlanan APQP ve PPAP Kitapçıklarının revizyonu takip edilerek sürekli olarak güncel tutulmaktadır. - İleri Ürün Kalite Planlaması ve Üretim Parçası Onay Prosesi (APQP-PPAP)
1990'lı yıllardan bu yana Kalite Yönetim Sistemlerinde çok fazla değişim yaşandı. 1994 yılında yayınlanan ISO 9000 serisi standartları kuruluşlar tarafından hızla benimsendi. Kurumlar hem kendi sistemlerini bu standardın şartlarına göre tekrar gözden geçirdi, hem de ISO 9000 belgesini önemli bir pazarlama aracı olarak kullanmaya başladı.
Bu gelişmeler lokomotif durumunda olan otomotiv sektöründe farklı algılandı. ISO 9000 serisi standartları bu sektörün çalışma dinamikleri için yeterli sayılmadı. İlk hareket Amerikalı kuruluşlar olan Ford, Chrysler ve GM'den geldi. Bu kuruluşlar bir araya gelerek ISO 9000 serisi standartlar üzerine ek şartlar ilave etti (QS 9000). Bu kuruluşların tedarik zincirinde yer alabilmek için söz konusu ek şartları da yerine getirmek gerekti. Daha sonra Alman, Fransız, İtalyan ve Japon otomotiv firmaları da bir araya gelerek kendi tedarikçilerine ek şartlar öne sürmeye başladılar.
Otomotiv firmalarının öne sürdüğü ek şartlar İleri Ürün Kalite Planlaması (APQP), Üretim Parçası Onay Prosesi (PPAP), Hata Türleri ve Etkileri Analizi (FMEA) ve İstatistiksel Proses Kontrol (SPC) gibi tekniklerin uygulanması yönündeki zorunluluklar yönünde birleşti.
Bu teknikleri hayata geçirerek otomotiv ana sanayicileri pazara sunulan ürünlerin sunum hızını kısaltmayı, maliyetleri düşürmeyi ve kaliteyi sürekli arttırmayı hedefledi.
2000'li yıllara gelindiğinde ISO 9001 Kalite Yönetim Sistemi’nin süreç odaklı yapısı ile birlikte QS 9000 eşdeğeri müşteri istekleri ISO/TS 16949 Kalite Yönetim Sistemi Şartları altında toplandı. Standarda göre her bir yeni ürünün devreye alınması sırasında (APQP Süreci), yukarıda sıralanan tüm tekniklerin zorunlu olarak kullanımı benimsendi. Bugün söz konusu tekniklerin kullanımı otomotiv sanayii dışındaki sektörlerde de yavaş yavaş uygulama alanı bulmaya başladı.
Bu eğitim, otomotiv sektöründe uygulama alanı bulan ve yeni ürünlerin devreye alınması sırasında uygulanan İleri ürün Kalite Planlaması (APQP) sürecini detaylı olarak ele almaktadır.
Eğitim içeriği, Otomotiv Endüstrisi Aksiyon Grubu (AIAG) tarafından yayınlanan APQP ve PPAP Kitapçıklarının revizyonu takip edilerek sürekli olarak güncel tutulmaktadır. - İleri Ürün Kalite Planlaması ve Üretim Parçası Onay Prosesi (APQP-PPAP) (*)
1990`lı yıllardan bu yana Kalite Yönetim Sistemlerinde çok fazla değişim yaşandı. 1994 yılında yayınlanan ISO 9000 serisi standartları kuruluşlar tarafından hızla benimsendi. Kurumlar hem kendi sistemlerini bu standardın şartlarına göre tekrar gözden geçirdi, hemde ISO 9000 belgesini önemli bir pazarlama aracı olarak kullanmaya başladı. Bu gelişmeler lokomotif durumunda olan otomotiv sektöründe farklı algılandı. ISO 9000 serisi standartları bu sektörün çalışma dinamikleri için yeterli sayımladı. İlk hareket Amerikalı kuruluşlar olan Ford, Chrysler ve GM`den geldi. Bu kuruluşlar bir araya gelerek ISO 9000 serisi standartlar üzerine ek şartlar ilave etti (QS 9000). Bu kuruluşların tedarik zincirinde yer alabilmek için söz konusu ek şartları da yerine getirmek gerekti. Daha sonra Alman, Fransız, İtalyan ve Japon otomotiv firmaları da bir araya gelerek kendi tedarikçilerine ek şartlar öne sürmeye başladılar. Otomotiv firmalarının öne sürdüğü ek şartlar İleri Ürün Kalite Planlaması (APQP), Üretim Parçası Onay Prosesi (PPAP), Hata Türleri ve Etkileri Analizi (FMEA) ve İstatistiksel Proses Kontrol (SPC) gibi tekniklerin uygulanması yönündeki zorunluluklar yönünde birleşti. Bu teknikleri hayata geçirerek otomotiv ana sanayicileri pazara sunulan ürünlerin sunum hızını kısaltmayı, maliyetleri düşürmeyi ve kaliteyi sürekli artırmayı hedefledi. 2000`li yıllara gelindiğinde ISO 9001 Kalite Yönetim Sisteminin süreç odaklı yapısı ile birlikte QS 9000 eşdeğeri müşteri istekleri ISO/TS 16949 Kalite Yönetim Sistemi Şartları altında toplandı. Standarda göre her bir yeni ürünün devreye alınması sırasında (APQP Süreci), yukarıda sıralanan tüm tekniklerin zorunlu olarak kullanımı benimsendi. Bugün söz konusu tekniklerin kullanımı otomotiv sanayii dışındaki sektörlerde de yavaş yavaş uygulama alanı bulmaya başladı. Bu eğitim, otomotiv sektöründe uygulama alanı bulan ve yeni ürünlerin devreye alınması sırasında uygulanan İleri ürün Kalite Planlaması (APQP) sürecini detaylı olarak ele almaktadır. Eğitim içeriği, Otomotiv Endüstrisi Aksiyon Grubu (AIAG) tarafından yayınlanan APQP ve PPAP Kitapçıklarının revizyonu takip edilerek sürekli olarak güncel tutulmaktadır. - İleri Ürün Kalite Planlaması ve Üretim Parçası Onay Prosesi (APQP-PPAP) (*)
1990`lı yıllardan bu yana Kalite Yönetim Sistemlerinde çok fazla değişim yaşandı. 1994 yılında yayınlanan ISO 9000 serisi standartları kuruluşlar tarafından hızla benimsendi. Kurumlar hem kendi sistemlerini bu standardın şartlarına göre tekrar gözden geçirdi, hemde ISO 9000 belgesini önemli bir pazarlama aracı olarak kullanmaya başladı. Bu gelişmeler lokomotif durumunda olan otomotiv sektöründe farklı algılandı. ISO 9000 serisi standartları bu sektörün çalışma dinamikleri için yeterli sayımladı. İlk hareket Amerikalı kuruluşlar olan Ford, Chrysler ve GM`den geldi. Bu kuruluşlar bir araya gelerek ISO 9000 serisi standartlar üzerine ek şartlar ilave etti (QS 9000). Bu kuruluşların tedarik zincirinde yer alabilmek için söz konusu ek şartları da yerine getirmek gerekti. Daha sonra Alman, Fransız, İtalyan ve Japon otomotiv firmaları da bir araya gelerek kendi tedarikçilerine ek şartlar öne sürmeye başladılar. Otomotiv firmalarının öne sürdüğü ek şartlar İleri Ürün Kalite Planlaması (APQP), Üretim Parçası Onay Prosesi (PPAP), Hata Türleri ve Etkileri Analizi (FMEA) ve İstatistiksel Proses Kontrol (SPC) gibi tekniklerin uygulanması yönündeki zorunluluklar yönünde birleşti. Bu teknikleri hayata geçirerek otomotiv ana sanayicileri pazara sunulan ürünlerin sunum hızını kısaltmayı, maliyetleri düşürmeyi ve kaliteyi sürekli artırmayı hedefledi. 2000`li yıllara gelindiğinde ISO 9001 Kalite Yönetim Sisteminin süreç odaklı yapısı ile birlikte QS 9000 eşdeğeri müşteri istekleri ISO/TS 16949 Kalite Yönetim Sistemi Şartları altında toplandı. Standarda göre her bir yeni ürünün devreye alınması sırasında (APQP Süreci), yukarıda sıralanan tüm tekniklerin zorunlu olarak kullanımı benimsendi. Bugün söz konusu tekniklerin kullanımı otomotiv sanayii dışındaki sektörlerde de yavaş yavaş uygulama alanı bulmaya başladı. Bu eğitim, otomotiv sektöründe uygulama alanı bulan ve yeni ürünlerin devreye alınması sırasında uygulanan İleri ürün Kalite Planlaması (APQP) sürecini detaylı olarak ele almaktadır. Eğitim içeriği, Otomotiv Endüstrisi Aksiyon Grubu (AIAG) tarafından yayınlanan APQP ve PPAP Kitapçıklarının revizyonu takip edilerek sürekli olarak güncel tutulmaktadır. - İleri Ürün Kalite Planlaması ve Üretim Parçası Onay Prosesi (APQP-PPAP) (*)
1990`lı yıllardan bu yana Kalite Yönetim Sistemlerinde çok fazla değişim yaşandı. 1994 yılında yayınlanan ISO 9000 serisi standartları kuruluşlar tarafından hızla benimsendi. Kurumlar hem kendi sistemlerini bu standardın şartlarına göre tekrar gözden geçirdi, hemde ISO 9000 belgesini önemli bir pazarlama aracı olarak kullanmaya başladı. Bu gelişmeler lokomotif durumunda olan otomotiv sektöründe farklı algılandı. ISO 9000 serisi standartları bu sektörün çalışma dinamikleri için yeterli sayımladı. İlk hareket Amerikalı kuruluşlar olan Ford, Chrysler ve GM`den geldi. Bu kuruluşlar bir araya gelerek ISO 9000 serisi standartlar üzerine ek şartlar ilave etti (QS 9000). Bu kuruluşların tedarik zincirinde yer alabilmek için söz konusu ek şartları da yerine getirmek gerekti. Daha sonra Alman, Fransız, İtalyan ve Japon otomotiv firmaları da bir araya gelerek kendi tedarikçilerine ek şartlar öne sürmeye başladılar. Otomotiv firmalarının öne sürdüğü ek şartlar İleri Ürün Kalite Planlaması (APQP), Üretim Parçası Onay Prosesi (PPAP), Hata Türleri ve Etkileri Analizi (FMEA) ve İstatistiksel Proses Kontrol (SPC) gibi tekniklerin uygulanması yönündeki zorunluluklar yönünde birleşti. Bu teknikleri hayata geçirerek otomotiv ana sanayicileri pazara sunulan ürünlerin sunum hızını kısaltmayı, maliyetleri düşürmeyi ve kaliteyi sürekli artırmayı hedefledi. 2000`li yıllara gelindiğinde ISO 9001 Kalite Yönetim Sisteminin süreç odaklı yapısı ile birlikte QS 9000 eşdeğeri müşteri istekleri ISO/TS 16949 Kalite Yönetim Sistemi Şartları altında toplandı. Standarda göre her bir yeni ürünün devreye alınması sırasında (APQP Süreci), yukarıda sıralanan tüm tekniklerin zorunlu olarak kullanımı benimsendi. Bugün söz konusu tekniklerin kullanımı otomotiv sanayii dışındaki sektörlerde de yavaş yavaş uygulama alanı bulmaya başladı. Bu eğitim, otomotiv sektöründe uygulama alanı bulan ve yeni ürünlerin devreye alınması sırasında uygulanan İleri ürün Kalite Planlaması (APQP) sürecini detaylı olarak ele almaktadır. Eğitim içeriği, Otomotiv Endüstrisi Aksiyon Grubu (AIAG) tarafından yayınlanan APQP ve PPAP Kitapçıklarının revizyonu takip edilerek sürekli olarak güncel tutulmaktadır. - İleri Ürün Kalite Planlaması ve Üretim Parçası Onay Prosesi (APQP-PPAP) (*)
1990`lı yıllardan bu yana Kalite Yönetim Sistemlerinde çok fazla değişim yaşandı. 1994 yılında yayınlanan ISO 9000 serisi standartları kuruluşlar tarafından hızla benimsendi. Kurumlar hem kendi sistemlerini bu standardın şartlarına göre tekrar gözden geçirdi, hemde ISO 9000 belgesini önemli bir pazarlama aracı olarak kullanmaya başladı. Bu gelişmeler lokomotif durumunda olan otomotiv sektöründe farklı algılandı. ISO 9000 serisi standartları bu sektörün çalışma dinamikleri için yeterli sayımladı. İlk hareket Amerikalı kuruluşlar olan Ford, Chrysler ve GM`den geldi. Bu kuruluşlar bir araya gelerek ISO 9000 serisi standartlar üzerine ek şartlar ilave etti (QS 9000). Bu kuruluşların tedarik zincirinde yer alabilmek için söz konusu ek şartları da yerine getirmek gerekti. Daha sonra Alman, Fransız, İtalyan ve Japon otomotiv firmaları da bir araya gelerek kendi tedarikçilerine ek şartlar öne sürmeye başladılar. Otomotiv firmalarının öne sürdüğü ek şartlar İleri Ürün Kalite Planlaması (APQP), Üretim Parçası Onay Prosesi (PPAP), Hata Türleri ve Etkileri Analizi (FMEA) ve İstatistiksel Proses Kontrol (SPC) gibi tekniklerin uygulanması yönündeki zorunluluklar yönünde birleşti. Bu teknikleri hayata geçirerek otomotiv ana sanayicileri pazara sunulan ürünlerin sunum hızını kısaltmayı, maliyetleri düşürmeyi ve kaliteyi sürekli artırmayı hedefledi. 2000`li yıllara gelindiğinde ISO 9001 Kalite Yönetim Sisteminin süreç odaklı yapısı ile birlikte QS 9000 eşdeğeri müşteri istekleri ISO/TS 16949 Kalite Yönetim Sistemi Şartları altında toplandı. Standarda göre her bir yeni ürünün devreye alınması sırasında (APQP Süreci), yukarıda sıralanan tüm tekniklerin zorunlu olarak kullanımı benimsendi. Bugün söz konusu tekniklerin kullanımı otomotiv sanayii dışındaki sektörlerde de yavaş yavaş uygulama alanı bulmaya başladı. Bu eğitim, otomotiv sektöründe uygulama alanı bulan ve yeni ürünlerin devreye alınması sırasında uygulanan İleri ürün Kalite Planlaması (APQP) sürecini detaylı olarak ele almaktadır. Eğitim içeriği, Otomotiv Endüstrisi Aksiyon Grubu (AIAG) tarafından yayınlanan APQP ve PPAP Kitapçıklarının revizyonu takip edilerek sürekli olarak güncel tutulmaktadır. - İleri Ürün Kalite Planlaması ve Üretim Parçası Onay Prosesi (APQP-PPAP) (*)
1990`lı yıllardan bu yana Kalite Yönetim Sistemlerinde çok fazla değişim yaşandı. 1994 yılında yayınlanan ISO 9000 serisi standartları kuruluşlar tarafından hızla benimsendi. Kurumlar hem kendi sistemlerini bu standardın şartlarına göre tekrar gözden geçirdi, hemde ISO 9000 belgesini önemli bir pazarlama aracı olarak kullanmaya başladı. Bu gelişmeler lokomotif durumunda olan otomotiv sektöründe farklı algılandı. ISO 9000 serisi standartları bu sektörün çalışma dinamikleri için yeterli sayımladı. İlk hareket Amerikalı kuruluşlar olan Ford, Chrysler ve GM`den geldi. Bu kuruluşlar bir araya gelerek ISO 9000 serisi standartlar üzerine ek şartlar ilave etti (QS 9000). Bu kuruluşların tedarik zincirinde yer alabilmek için söz konusu ek şartları da yerine getirmek gerekti. Daha sonra Alman, Fransız, İtalyan ve Japon otomotiv firmaları da bir araya gelerek kendi tedarikçilerine ek şartlar öne sürmeye başladılar. Otomotiv firmalarının öne sürdüğü ek şartlar İleri Ürün Kalite Planlaması (APQP), Üretim Parçası Onay Prosesi (PPAP), Hata Türleri ve Etkileri Analizi (FMEA) ve İstatistiksel Proses Kontrol (SPC) gibi tekniklerin uygulanması yönündeki zorunluluklar yönünde birleşti. Bu teknikleri hayata geçirerek otomotiv ana sanayicileri pazara sunulan ürünlerin sunum hızını kısaltmayı, maliyetleri düşürmeyi ve kaliteyi sürekli artırmayı hedefledi. 2000`li yıllara gelindiğinde ISO 9001 Kalite Yönetim Sisteminin süreç odaklı yapısı ile birlikte QS 9000 eşdeğeri müşteri istekleri ISO/TS 16949 Kalite Yönetim Sistemi Şartları altında toplandı. Standarda göre her bir yeni ürünün devreye alınması sırasında (APQP Süreci), yukarıda sıralanan tüm tekniklerin zorunlu olarak kullanımı benimsendi. Bugün söz konusu tekniklerin kullanımı otomotiv sanayii dışındaki sektörlerde de yavaş yavaş uygulama alanı bulmaya başladı. Bu eğitim, otomotiv sektöründe uygulama alanı bulan ve yeni ürünlerin devreye alınması sırasında uygulanan İleri ürün Kalite Planlaması (APQP) sürecini detaylı olarak ele almaktadır. Eğitim içeriği, Otomotiv Endüstrisi Aksiyon Grubu (AIAG) tarafından yayınlanan APQP ve PPAP Kitapçıklarının revizyonu takip edilerek sürekli olarak güncel tutulmaktadır. - İleri Ürün Kalite Planlaması ve Üretim Parçası Onay Prosesi (APQP-PPAP) (*)
1990`lı yıllardan bu yana Kalite Yönetim Sistemlerinde çok fazla değişim yaşandı. 1994 yılında yayınlanan ISO 9000 serisi standartları kuruluşlar tarafından hızla benimsendi. Kurumlar hem kendi sistemlerini bu standardın şartlarına göre tekrar gözden geçirdi, hemde ISO 9000 belgesini önemli bir pazarlama aracı olarak kullanmaya başladı. Bu gelişmeler lokomotif durumunda olan otomotiv sektöründe farklı algılandı. ISO 9000 serisi standartları bu sektörün çalışma dinamikleri için yeterli sayımladı. İlk hareket Amerikalı kuruluşlar olan Ford, Chrysler ve GM`den geldi. Bu kuruluşlar bir araya gelerek ISO 9000 serisi standartlar üzerine ek şartlar ilave etti (QS 9000). Bu kuruluşların tedarik zincirinde yer alabilmek için söz konusu ek şartları da yerine getirmek gerekti. Daha sonra Alman, Fransız, İtalyan ve Japon otomotiv firmaları da bir araya gelerek kendi tedarikçilerine ek şartlar öne sürmeye başladılar. Otomotiv firmalarının öne sürdüğü ek şartlar İleri Ürün Kalite Planlaması (APQP), Üretim Parçası Onay Prosesi (PPAP), Hata Türleri ve Etkileri Analizi (FMEA) ve İstatistiksel Proses Kontrol (SPC) gibi tekniklerin uygulanması yönündeki zorunluluklar yönünde birleşti. Bu teknikleri hayata geçirerek otomotiv ana sanayicileri pazara sunulan ürünlerin sunum hızını kısaltmayı, maliyetleri düşürmeyi ve kaliteyi sürekli artırmayı hedefledi. 2000`li yıllara gelindiğinde ISO 9001 Kalite Yönetim Sisteminin süreç odaklı yapısı ile birlikte QS 9000 eşdeğeri müşteri istekleri ISO/TS 16949 Kalite Yönetim Sistemi Şartları altında toplandı. Standarda göre her bir yeni ürünün devreye alınması sırasında (APQP Süreci), yukarıda sıralanan tüm tekniklerin zorunlu olarak kullanımı benimsendi. Bugün söz konusu tekniklerin kullanımı otomotiv sanayii dışındaki sektörlerde de yavaş yavaş uygulama alanı bulmaya başladı. Bu eğitim, otomotiv sektöründe uygulama alanı bulan ve yeni ürünlerin devreye alınması sırasında uygulanan İleri ürün Kalite Planlaması (APQP) sürecini detaylı olarak ele almaktadır. Eğitim içeriği, Otomotiv Endüstrisi Aksiyon Grubu (AIAG) tarafından yayınlanan APQP ve PPAP Kitapçıklarının revizyonu takip edilerek sürekli olarak güncel tutulmaktadır. - InoTec Akademi Eğitmen Akreditasyon Süreci - Temel Seviye Eğitmenlik Eğitimi
Temel Seviye Eğitmenlik Eğitimi eğitmenliğin ilk basamağı olan bilgi ve becerileri eğitmen adaylarına aktarmayı hedeflemektedir. 2001 yılından bu yana InoTrain Sertifika Programı ile eğitmen yetiştiren InoTec Akademi; tecrübeli eğitmenleri ve sektörde beğeni kazanmış teknikleri ile adaylara Asistan Eğitmenlikten başlayarak Master Eğitmenliğe uzanan yolda kılavuzluk ediyor.
Bu eğitimin katılımcıları;
•Bir eğitim seansını doğru planlamayı,
•Eğitim uygulamaları hazırlama ve kullanımını,
•Eğitim sırasında beden dilini yönetmeyi,
•Soru/cevap seanslarını yönetmeyi ve aktiviteleri dengelemeyi,
•Ve uygulama imkanı bularak bireysel eğitmen tarzlarını keşfetmeyi, öğrenerek profesyonel eğitmenliğin ilk adımını atacaklar.
Eğitimi takip eden süreçte InoTec Akademi tarafından akredite edilmiş tecrübeli bir eğitmenin sunduğu eğitimin 4 tam gününe (veya 20 saatlik) Asistan Eğitmen olarak katılması ve en az 10 tam gün (veya 60 saat) süren eğitim aktivitesini yalnız olarak yürütmüş olması gerekmektedir. Bir eğitmen adayının (Asistan Eğitmen) InoTec Akademi tarafından akredite edilebilmesi için Temel Eğitim ve takip eden uygulama süreci sonunda gerçekleştirilecek teorik ve uygulamalı sınavdan %70 ve üzeri puan alınması gerekmektedir. - InoTec Akademi Eğitmen Akreditasyon Süreci - Temel Seviye Eğitmenlik Eğitimi
Temel Seviye Eğitmenlik Eğitimi eğitmenliğin ilk basamağı olan bilgi ve becerileri eğitmen adaylarına aktarmayı hedeflemektedir. 2001 yılından bu yana InoTrain Sertifika Programı ile eğitmen yetiştiren InoTec Akademi; tecrübeli eğitmenleri ve sektörde beğeni kazanmış teknikleri ile adaylara Asistan Eğitmenlikten başlayarak Master Eğitmenliğe uzanan yolda kılavuzluk ediyor.
Bu eğitimin katılımcıları;
•Bir eğitim seansını doğru planlamayı,
•Eğitim uygulamaları hazırlama ve kullanımını,
•Eğitim sırasında beden dilini yönetmeyi,
•Soru/cevap seanslarını yönetmeyi ve aktiviteleri dengelemeyi,
•Ve uygulama imkanı bularak bireysel eğitmen tarzlarını keşfetmeyi, öğrenerek profesyonel eğitmenliğin ilk adımını atacaklar.
Eğitimi takip eden süreçte InoTec Akademi tarafından akredite edilmiş tecrübeli bir eğitmenin sunduğu eğitimin 4 tam gününe (veya 20 saatlik) Asistan Eğitmen olarak katılması ve en az 10 tam gün (veya 60 saat) süren eğitim aktivitesini yalnız olarak yürütmüş olması gerekmektedir. Bir eğitmen adayının (Asistan Eğitmen) InoTec Akademi tarafından akredite edilebilmesi için Temel Eğitim ve takip eden uygulama süreci sonunda gerçekleştirilecek teorik ve uygulamalı sınavdan %70 ve üzeri puan alınması gerekmektedir. - InoTec Akademi Eğitmen Akreditasyon Süreci - Temel Seviye Eğitmenlik Eğitimi
Temel Seviye Eğitmenlik Eğitimi eğitmenliğin ilk basamağı olan bilgi ve becerileri eğitmen adaylarına aktarmayı hedeflemektedir. 2001 yılından bu yana InoTrain Sertifika Programı ile eğitmen yetiştiren InoTec Akademi; tecrübeli eğitmenleri ve sektörde beğeni kazanmış teknikleri ile adaylara Asistan Eğitmenlikten başlayarak Master Eğitmenliğe uzanan yolda kılavuzluk ediyor.
Bu eğitimin katılımcıları;
•Bir eğitim seansını doğru planlamayı,
•Eğitim uygulamaları hazırlama ve kullanımını,
•Eğitim sırasında beden dilini yönetmeyi,
•Soru/cevap seanslarını yönetmeyi ve aktiviteleri dengelemeyi,
•Ve uygulama imkanı bularak bireysel eğitmen tarzlarını keşfetmeyi, öğrenerek profesyonel eğitmenliğin ilk adımını atacaklar.
Eğitimi takip eden süreçte InoTec Akademi tarafından akredite edilmiş tecrübeli bir eğitmenin sunduğu eğitimin 4 tam gününe (veya 20 saatlik) Asistan Eğitmen olarak katılması ve en az 10 tam gün (veya 60 saat) süren eğitim aktivitesini yalnız olarak yürütmüş olması gerekmektedir. Bir eğitmen adayının (Asistan Eğitmen) InoTec Akademi tarafından akredite edilebilmesi için Temel Eğitim ve takip eden uygulama süreci sonunda gerçekleştirilecek teorik ve uygulamalı sınavdan %70 ve üzeri puan alınması gerekmektedir. - InoTec Akademi Eğitmen Akreditasyon Süreci - Temel Seviye Eğitmenlik Eğitimi
Temel Seviye Eğitmenlik Eğitimi eğitmenliğin ilk basamağı olan bilgi ve becerileri eğitmen adaylarına aktarmayı hedeflemektedir. 2001 yılından bu yana InoTrain Sertifika Programı ile eğitmen yetiştiren InoTec Akademi; tecrübeli eğitmenleri ve sektörde beğeni kazanmış teknikleri ile adaylara Asistan Eğitmenlikten başlayarak Master Eğitmenliğe uzanan yolda kılavuzluk ediyor.
Bu eğitimin katılımcıları;
•Bir eğitim seansını doğru planlamayı,
•Eğitim uygulamaları hazırlama ve kullanımını,
•Eğitim sırasında beden dilini yönetmeyi,
•Soru/cevap seanslarını yönetmeyi ve aktiviteleri dengelemeyi,
•Ve uygulama imkanı bularak bireysel eğitmen tarzlarını keşfetmeyi, öğrenerek profesyonel eğitmenliğin ilk adımını atacaklar.
Eğitimi takip eden süreçte InoTec Akademi tarafından akredite edilmiş tecrübeli bir eğitmenin sunduğu eğitimin 4 tam gününe (veya 20 saatlik) Asistan Eğitmen olarak katılması ve en az 10 tam gün (veya 60 saat) süren eğitim aktivitesini yalnız olarak yürütmüş olması gerekmektedir. Bir eğitmen adayının (Asistan Eğitmen) InoTec Akademi tarafından akredite edilebilmesi için Temel Eğitim ve takip eden uygulama süreci sonunda gerçekleştirilecek teorik ve uygulamalı sınavdan %70 ve üzeri puan alınması gerekmektedir. - InoTec Akademi Eğitmen Akreditasyon Süreci - Temel Seviye Eğitmenlik Eğitimi
Temel Seviye Eğitmenlik Eğitimi eğitmenliğin ilk basamağı olan bilgi ve becerileri eğitmen adaylarına aktarmayı hedeflemektedir. 2001 yılından bu yana InoTrain Sertifika Programı ile eğitmen yetiştiren InoTec Akademi; tecrübeli eğitmenleri ve sektörde beğeni kazanmış teknikleri ile adaylara Asistan Eğitmenlikten başlayarak Master Eğitmenliğe uzanan yolda kılavuzluk ediyor.
Bu eğitimin katılımcıları;
•Bir eğitim seansını doğru planlamayı,
•Eğitim uygulamaları hazırlama ve kullanımını,
•Eğitim sırasında beden dilini yönetmeyi,
•Soru/cevap seanslarını yönetmeyi ve aktiviteleri dengelemeyi,
•Ve uygulama imkanı bularak bireysel eğitmen tarzlarını keşfetmeyi, öğrenerek profesyonel eğitmenliğin ilk adımını atacaklar.
Eğitimi takip eden süreçte InoTec Akademi tarafından akredite edilmiş tecrübeli bir eğitmenin sunduğu eğitimin 4 tam gününe (veya 20 saatlik) Asistan Eğitmen olarak katılması ve en az 10 tam gün (veya 60 saat) süren eğitim aktivitesini yalnız olarak yürütmüş olması gerekmektedir. Bir eğitmen adayının (Asistan Eğitmen) InoTec Akademi tarafından akredite edilebilmesi için Temel Eğitim ve takip eden uygulama süreci sonunda gerçekleştirilecek teorik ve uygulamalı sınavdan %70 ve üzeri puan alınması gerekmektedir. - InoTec Akademi Eğitmen Akreditasyon Süreci - Temel Seviye Eğitmenlik Eğitimi
Temel Seviye Eğitmenlik Eğitimi eğitmenliğin ilk basamağı olan bilgi ve becerileri eğitmen adaylarına aktarmayı hedeflemektedir. 2001 yılından bu yana InoTrain Sertifika Programı ile eğitmen yetiştiren InoTec Akademi; tecrübeli eğitmenleri ve sektörde beğeni kazanmış teknikleri ile adaylara Asistan Eğitmenlikten başlayarak Master Eğitmenliğe uzanan yolda kılavuzluk ediyor.
Bu eğitimin katılımcıları;
•Bir eğitim seansını doğru planlamayı,
•Eğitim uygulamaları hazırlama ve kullanımını,
•Eğitim sırasında beden dilini yönetmeyi,
•Soru/cevap seanslarını yönetmeyi ve aktiviteleri dengelemeyi,
•Ve uygulama imkanı bularak bireysel eğitmen tarzlarını keşfetmeyi, öğrenerek profesyonel eğitmenliğin ilk adımını atacaklar.
Eğitimi takip eden süreçte InoTec Akademi tarafından akredite edilmiş tecrübeli bir eğitmenin sunduğu eğitimin 4 tam gününe (veya 20 saatlik) Asistan Eğitmen olarak katılması ve en az 10 tam gün (veya 60 saat) süren eğitim aktivitesini yalnız olarak yürütmüş olması gerekmektedir. Bir eğitmen adayının (Asistan Eğitmen) InoTec Akademi tarafından akredite edilebilmesi için Temel Eğitim ve takip eden uygulama süreci sonunda gerçekleştirilecek teorik ve uygulamalı sınavdan %70 ve üzeri puan alınması gerekmektedir. - InoTec Akademi Eğitmen Akreditasyon Süreci - Temel Seviye Eğitmenlik Eğitimi
Temel Seviye Eğitmenlik Eğitimi eğitmenliğin ilk basamağı olan bilgi ve becerileri eğitmen adaylarına aktarmayı hedeflemektedir. 2001 yılından bu yana InoTrain Sertifika Programı ile eğitmen yetiştiren InoTec Akademi; tecrübeli eğitmenleri ve sektörde beğeni kazanmış teknikleri ile adaylara Asistan Eğitmenlikten başlayarak Master Eğitmenliğe uzanan yolda kılavuzluk ediyor.
Bu eğitimin katılımcıları;
· Bir eğitim seansını doğru planlamayı,
· Eğitim uygulamaları hazırlama ve kullanımını,
· Eğitim sırasında beden dilini yönetmeyi,
· Soru/cevap seanslarını yönetmeyi
· ve aktiviteleri dengelemeyi,
· Ve uygulama imkanı bularak bireysel eğitmen tarzlarını keşfetmeyi, öğrenerek profesyonel eğitmenliğin ilk adımını atacaklar.Eğitimi takip eden süreçte InoTec Akademi tarafından akredite edilmiş tecrübeli bir eğitmenin sunduğu eğitimin 4 tam gününe (veya 20 saatlik) Asistan Eğitmen olarak katılması ve en az 10 tam gün (veya 60 saat) süren eğitim aktivitesini yalnız olarak yürütmüş olması gerekmektedir. Bir eğitmen adayının (Asistan Eğitmen) InoTec Akademi tarafından akredite edilebilmesi için Temel Eğitim ve takip eden uygulama süreci sonunda gerçekleştirilecek teorik ve uygulamalı sınavdan %70 ve üzeri puan alınması gerekmektedir.
- InoTec Akademi Eğitmen Akreditasyon Süreci - Temel Seviye Eğitmenlik Eğitimi
Temel Seviye Eğitmenlik Eğitimi eğitmenliğin ilk basamağı olan bilgi ve becerileri eğitmen adaylarına aktarmayı hedeflemektedir. 2001 yılından bu yana InoTrain Sertifika Programı ile eğitmen yetiştiren InoTec Akademi; tecrübeli eğitmenleri ve sektörde beğeni kazanmış teknikleri ile adaylara Asistan Eğitmenlikten başlayarak Master Eğitmenliğe uzanan yolda kılavuzluk ediyor.
Bu eğitimin katılımcıları;
· Bir eğitim seansını doğru planlamayı,
· Eğitim uygulamaları hazırlama ve kullanımını,
· Eğitim sırasında beden dilini yönetmeyi,
· Soru/cevap seanslarını yönetmeyi
· ve aktiviteleri dengelemeyi,
· Ve uygulama imkanı bularak bireysel eğitmen tarzlarını keşfetmeyi, öğrenerek profesyonel eğitmenliğin ilk adımını atacaklar.Eğitimi takip eden süreçte InoTec Akademi tarafından akredite edilmiş tecrübeli bir eğitmenin sunduğu eğitimin 4 tam gününe (veya 20 saatlik) Asistan Eğitmen olarak katılması ve en az 10 tam gün (veya 60 saat) süren eğitim aktivitesini yalnız olarak yürütmüş olması gerekmektedir. Bir eğitmen adayının (Asistan Eğitmen) InoTec Akademi tarafından akredite edilebilmesi için Temel Eğitim ve takip eden uygulama süreci sonunda gerçekleştirilecek teorik ve uygulamalı sınavdan %70 ve üzeri puan alınması gerekmektedir.
- InoTec Akademi Eğitmen Akreditasyon Süreci - Temel Seviye Eğitmenlik Eğitimi
Temel Seviye Eğitmenlik Eğitimi eğitmenliğin ilk basamağı olan bilgi ve becerileri eğitmen adaylarına aktarmayı hedeflemektedir. 2001 yılından bu yana InoTrain Sertifika Programı ile eğitmen yetiştiren InoTec Akademi; tecrübeli eğitmenleri ve sektörde beğeni kazanmış teknikleri ile adaylara Asistan Eğitmenlikten başlayarak Master Eğitmenliğe uzanan yolda kılavuzluk ediyor.
Bu eğitimin katılımcıları;
· Bir eğitim seansını doğru planlamayı,
· Eğitim uygulamaları hazırlama ve kullanımını,
· Eğitim sırasında beden dilini yönetmeyi,
· Soru/cevap seanslarını yönetmeyi
· ve aktiviteleri dengelemeyi,
· Ve uygulama imkanı bularak bireysel eğitmen tarzlarını keşfetmeyi, öğrenerek profesyonel eğitmenliğin ilk adımını atacaklar.Eğitimi takip eden süreçte InoTec Akademi tarafından akredite edilmiş tecrübeli bir eğitmenin sunduğu eğitimin 4 tam gününe (veya 20 saatlik) Asistan Eğitmen olarak katılması ve en az 10 tam gün (veya 60 saat) süren eğitim aktivitesini yalnız olarak yürütmüş olması gerekmektedir. Bir eğitmen adayının (Asistan Eğitmen) InoTec Akademi tarafından akredite edilebilmesi için Temel Eğitim ve takip eden uygulama süreci sonunda gerçekleştirilecek teorik ve uygulamalı sınavdan %70 ve üzeri puan alınması gerekmektedir.
- InoTec Akademi Eğitmen Akreditasyon Süreci - Temel Seviye Eğitmenlik Eğitimi
Temel Seviye Eğitmenlik Eğitimi eğitmenliğin ilk basamağı olan bilgi ve becerileri eğitmen adaylarına aktarmayı hedeflemektedir. 2001 yılından bu yana InoTrain Sertifika Programı ile eğitmen yetiştiren InoTec Akademi; tecrübeli eğitmenleri ve sektörde beğeni kazanmış teknikleri ile adaylara Asistan Eğitmenlikten başlayarak Master Eğitmenliğe uzanan yolda kılavuzluk ediyor.
Bu eğitimin katılımcıları;
· Bir eğitim seansını doğru planlamayı,
· Eğitim uygulamaları hazırlama ve kullanımını,
· Eğitim sırasında beden dilini yönetmeyi,
· Soru/cevap seanslarını yönetmeyi
· ve aktiviteleri dengelemeyi,
· Ve uygulama imkanı bularak bireysel eğitmen tarzlarını keşfetmeyi, öğrenerek profesyonel eğitmenliğin ilk adımını atacaklar.Eğitimi takip eden süreçte InoTec Akademi tarafından akredite edilmiş tecrübeli bir eğitmenin sunduğu eğitimin 4 tam gününe (veya 20 saatlik) Asistan Eğitmen olarak katılması ve en az 10 tam gün (veya 60 saat) süren eğitim aktivitesini yalnız olarak yürütmüş olması gerekmektedir. Bir eğitmen adayının (Asistan Eğitmen) InoTec Akademi tarafından akredite edilebilmesi için Temel Eğitim ve takip eden uygulama süreci sonunda gerçekleştirilecek teorik ve uygulamalı sınavdan %70 ve üzeri puan alınması gerekmektedir.
- InoTec Akademi Eğitmen Akreditasyon Süreci - Temel Seviye Eğitmenlik Eğitimi
Temel Seviye Eğitmenlik Eğitimi eğitmenliğin ilk basamağı olan bilgi ve becerileri eğitmen adaylarına aktarmayı hedeflemektedir. 2001 yılından bu yana InoTrain Sertifika Programı ile eğitmen yetiştiren InoTec Akademi; tecrübeli eğitmenleri ve sektörde beğeni kazanmış teknikleri ile adaylara Asistan Eğitmenlikten başlayarak Master Eğitmenliğe uzanan yolda kılavuzluk ediyor.
Bu eğitimin katılımcıları;
· Bir eğitim seansını doğru planlamayı,
· Eğitim uygulamaları hazırlama ve kullanımını,
· Eğitim sırasında beden dilini yönetmeyi,
· Soru/cevap seanslarını yönetmeyi
· ve aktiviteleri dengelemeyi,
· Ve uygulama imkanı bularak bireysel eğitmen tarzlarını keşfetmeyi, öğrenerek profesyonel eğitmenliğin ilk adımını atacaklar.Eğitimi takip eden süreçte InoTec Akademi tarafından akredite edilmiş tecrübeli bir eğitmenin sunduğu eğitimin 4 tam gününe (veya 20 saatlik) Asistan Eğitmen olarak katılması ve en az 10 tam gün (veya 60 saat) süren eğitim aktivitesini yalnız olarak yürütmüş olması gerekmektedir. Bir eğitmen adayının (Asistan Eğitmen) InoTec Akademi tarafından akredite edilebilmesi için Temel Eğitim ve takip eden uygulama süreci sonunda gerçekleştirilecek teorik ve uygulamalı sınavdan %70 ve üzeri puan alınması gerekmektedir.
- InoTec Akademi Eğitmen Akreditasyon Süreci - Temel Seviye Eğitmenlik Eğitimi
Temel Seviye Eğitmenlik Eğitimi eğitmenliğin ilk basamağı olan bilgi ve becerileri eğitmen adaylarına aktarmayı hedeflemektedir. 2001 yılından bu yana InoTrain Sertifika Programı ile eğitmen yetiştiren InoTec Akademi; tecrübeli eğitmenleri ve sektörde beğeni kazanmış teknikleri ile adaylara Asistan Eğitmenlikten başlayarak Master Eğitmenliğe uzanan yolda kılavuzluk ediyor.
Bu eğitimin katılımcıları;
· Bir eğitim seansını doğru planlamayı,
· Eğitim uygulamaları hazırlama ve kullanımını,
· Eğitim sırasında beden dilini yönetmeyi,
· Soru/cevap seanslarını yönetmeyi
· ve aktiviteleri dengelemeyi,
· Ve uygulama imkanı bularak bireysel eğitmen tarzlarını keşfetmeyi, öğrenerek profesyonel eğitmenliğin ilk adımını atacaklar.Eğitimi takip eden süreçte InoTec Akademi tarafından akredite edilmiş tecrübeli bir eğitmenin sunduğu eğitimin 4 tam gününe (veya 20 saatlik) Asistan Eğitmen olarak katılması ve en az 10 tam gün (veya 60 saat) süren eğitim aktivitesini yalnız olarak yürütmüş olması gerekmektedir. Bir eğitmen adayının (Asistan Eğitmen) InoTec Akademi tarafından akredite edilebilmesi için Temel Eğitim ve takip eden uygulama süreci sonunda gerçekleştirilecek teorik ve uygulamalı sınavdan %70 ve üzeri puan alınması gerekmektedir.
- İnovasyon Eğitim Paketi (12K Ar-Ge Model Analizi HEDİYE)
Firmalarda, yeni ürünlerin geliştirilmesi veya mevcut ürün yelpazesine yeni ürünlerin ilave edilmesi süreci ancak hedeflenen maliyet sınırlannın aşılmaması ve ürünün müşterilerin ihtiyaçlarını karşılaması ile başarıya ulaşabilir. Bu sebeple, yeni ürünlerin firmaya katacağı değer, henüz tasarım aşamasında ortaya konulmalı ve çıkan sonuca göre planlama yapılmalıdır. Yeni bir ürünün geliştirilmesi süreci dört ana evreden oluşmaktadır: 1. Konsept Dizaynı, 2. Ürün Dizaynı, 3. Proses Dizaynı ve son olarak 4. Ön Seri İmalat. Bu dört evre birbirlerine bağlı ve çoğu durumda paralel yürütülmesi gereken aktiviteleri içerir. Tüm bu süreç içerisinde, ürün tasarımı ve geliştirme yapan firmalar için olmazsa olmaz konulardan; inovasyon, proje yönetimi, değer mühendisliği, değer analizi, tasarımda hata türleri ve etkileri analizi (DFMEA) ve yaratıcı problem çözme tekniği (TRIZ) gibi eğitimleri “İnovasyon Eğitim Paketi” ile birlikte bünyenizdeki çalışanlarınıza entegre etmeyi amaçlıyoruz. - İnovasyon Eğitim Paketi (12K Ar-Ge Model Analizi HEDİYE)
Firmalarda, yeni ürünlerin geliştirilmesi veya mevcut ürün yelpazesine yeni ürünlerin ilave edilmesi süreci ancak hedeflenen maliyet sınırlannın aşılmaması ve ürünün müşterilerin ihtiyaçlarını karşılaması ile başarıya ulaşabilir. Bu sebeple, yeni ürünlerin firmaya katacağı değer, henüz tasarım aşamasında ortaya konulmalı ve çıkan sonuca göre planlama yapılmalıdır. Yeni bir ürünün geliştirilmesi süreci dört ana evreden oluşmaktadır: 1. Konsept Dizaynı, 2. Ürün Dizaynı, 3. Proses Dizaynı ve son olarak 4. Ön Seri İmalat. Bu dört evre birbirlerine bağlı ve çoğu durumda paralel yürütülmesi gereken aktiviteleri içerir. Tüm bu süreç içerisinde, ürün tasarımı ve geliştirme yapan firmalar için olmazsa olmaz konulardan; inovasyon, proje yönetimi, değer mühendisliği, değer analizi, tasarımda hata türleri ve etkileri analizi (DFMEA) ve yaratıcı problem çözme tekniği (TRIZ) gibi eğitimleri “İnovasyon Eğitim Paketi” ile birlikte bünyenizdeki çalışanlarınıza entegre etmeyi amaçlıyoruz. - İnovasyon Eğitim Paketi (12K Ar-Ge Model Analizi HEDİYE)
Firmalarda, yeni ürünlerin geliştirilmesi veya mevcut ürün yelpazesine yeni ürünlerin ilave edilmesi süreci ancak hedeflenen maliyet sınırlannın aşılmaması ve ürünün müşterilerin ihtiyaçlarını karşılaması ile başarıya ulaşabilir. Bu sebeple, yeni ürünlerin firmaya katacağı değer, henüz tasarım aşamasında ortaya konulmalı ve çıkan sonuca göre planlama yapılmalıdır. Yeni bir ürünün geliştirilmesi süreci dört ana evreden oluşmaktadır: 1. Konsept Dizaynı, 2. Ürün Dizaynı, 3. Proses Dizaynı ve son olarak 4. Ön Seri İmalat. Bu dört evre birbirlerine bağlı ve çoğu durumda paralel yürütülmesi gereken aktiviteleri içerir. Tüm bu süreç içerisinde, ürün tasarımı ve geliştirme yapan firmalar için olmazsa olmaz konulardan; inovasyon, proje yönetimi, değer mühendisliği, değer analizi, tasarımda hata türleri ve etkileri analizi (DFMEA) ve yaratıcı problem çözme tekniği (TRIZ) gibi eğitimleri “İnovasyon Eğitim Paketi” ile birlikte bünyenizdeki çalışanlarınıza entegre etmeyi amaçlıyoruz. - İnovasyon Eğitim Paketi (12K Ar-Ge Model Analizi HEDİYE)
Firmalarda, yeni ürünlerin geliştirilmesi veya mevcut ürün yelpazesine yeni ürünlerin ilave edilmesi süreci ancak hedeflenen maliyet sınırlannın aşılmaması ve ürünün müşterilerin ihtiyaçlarını karşılaması ile başarıya ulaşabilir. Bu sebeple, yeni ürünlerin firmaya katacağı değer, henüz tasarım aşamasında ortaya konulmalı ve çıkan sonuca göre planlama yapılmalıdır. Yeni bir ürünün geliştirilmesi süreci dört ana evreden oluşmaktadır: 1. Konsept Dizaynı, 2. Ürün Dizaynı, 3. Proses Dizaynı ve son olarak 4. Ön Seri İmalat. Bu dört evre birbirlerine bağlı ve çoğu durumda paralel yürütülmesi gereken aktiviteleri içerir. Tüm bu süreç içerisinde, ürün tasarımı ve geliştirme yapan firmalar için olmazsa olmaz konulardan; inovasyon, proje yönetimi, değer mühendisliği, değer analizi, tasarımda hata türleri ve etkileri analizi (DFMEA) ve yaratıcı problem çözme tekniği (TRIZ) gibi eğitimleri “İnovasyon Eğitim Paketi” ile birlikte bünyenizdeki çalışanlarınıza entegre etmeyi amaçlıyoruz. - İnovasyon Eğitim Paketi (12K Ar-Ge Model Analizi HEDİYE)
Firmalarda, yeni ürünlerin geliştirilmesi veya mevcut ürün yelpazesine yeni ürünlerin ilave edilmesi süreci ancak hedeflenen maliyet sınırlannın aşılmaması ve ürünün müşterilerin ihtiyaçlarını karşılaması ile başarıya ulaşabilir. Bu sebeple, yeni ürünlerin firmaya katacağı değer, henüz tasarım aşamasında ortaya konulmalı ve çıkan sonuca göre planlama yapılmalıdır. Yeni bir ürünün geliştirilmesi süreci dört ana evreden oluşmaktadır: 1. Konsept Dizaynı, 2. Ürün Dizaynı, 3. Proses Dizaynı ve son olarak 4. Ön Seri İmalat. Bu dört evre birbirlerine bağlı ve çoğu durumda paralel yürütülmesi gereken aktiviteleri içerir. Tüm bu süreç içerisinde, ürün tasarımı ve geliştirme yapan firmalar için olmazsa olmaz konulardan; inovasyon, proje yönetimi, değer mühendisliği, değer analizi, tasarımda hata türleri ve etkileri analizi (DFMEA) ve yaratıcı problem çözme tekniği (TRIZ) gibi eğitimleri “İnovasyon Eğitim Paketi” ile birlikte bünyenizdeki çalışanlarınıza entegre etmeyi amaçlıyoruz. - İnovasyon Eğitim Paketi (12K Ar-Ge Model Analizi HEDİYE)
Firmalarda, yeni ürünlerin geliştirilmesi veya mevcut ürün yelpazesine yeni ürünlerin ilave edilmesi süreci ancak hedeflenen maliyet sınırlannın aşılmaması ve ürünün müşterilerin ihtiyaçlarını karşılaması ile başarıya ulaşabilir. Bu sebeple, yeni ürünlerin firmaya katacağı değer, henüz tasarım aşamasında ortaya konulmalı ve çıkan sonuca göre planlama yapılmalıdır. Yeni bir ürünün geliştirilmesi süreci dört ana evreden oluşmaktadır: 1. Konsept Dizaynı, 2. Ürün Dizaynı, 3. Proses Dizaynı ve son olarak 4. Ön Seri İmalat. Bu dört evre birbirlerine bağlı ve çoğu durumda paralel yürütülmesi gereken aktiviteleri içerir. Tüm bu süreç içerisinde, ürün tasarımı ve geliştirme yapan firmalar için olmazsa olmaz konulardan; inovasyon, proje yönetimi, değer mühendisliği, değer analizi, tasarımda hata türleri ve etkileri analizi (DFMEA) ve yaratıcı problem çözme tekniği (TRIZ) gibi eğitimleri “İnovasyon Eğitim Paketi” ile birlikte bünyenizdeki çalışanlarınıza entegre etmeyi amaçlıyoruz. - İnovasyon Süreci - 1 Gün
İnovasyon; kısa tanımı ile yenilik yaratma kabiliyetidir. Herhangi bir şirketin inovasyon kabiliyetinden bahsederken; bir fikri satılabilir ürün haline getirme sürecindeki kabiliyet kastedilmektedir. Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır. Ayrıca proje yönetimi, takım çalışması, öneri sistemi ve yeni ürün geliştirme süreci için devlet teşvikleri ana başlıkları konu olarak ele alınan eğitimin içeriği aşağıdaki gibidir. - İnovasyon Süreci - 1 Gün
İnovasyon; kısa tanımı ile yenilik yaratma kabiliyetidir. Herhangi bir şirketin inovasyon kabiliyetinden bahsederken; bir fikri satılabilir ürün haline getirme sürecindeki kabiliyet kastedilmektedir. Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır. Ayrıca proje yönetimi, takım çalışması, öneri sistemi ve yeni ürün geliştirme süreci için devlet teşvikleri ana başlıkları konu olarak ele alınan eğitimin içeriği aşağıdaki gibidir. - İnovasyon Süreci - 1 Gün
İnovasyon; kısa tanımı ile yenilik yaratma kabiliyetidir. Herhangi bir şirketin inovasyon kabiliyetinden bahsederken; bir fikri satılabilir ürün haline getirme sürecindeki kabiliyet kastedilmektedir. Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır. Ayrıca proje yönetimi, takım çalışması, öneri sistemi ve yeni ürün geliştirme süreci için devlet teşvikleri ana başlıkları konu olarak ele alınan eğitimin içeriği aşağıdaki gibidir. - İnovasyon Süreci - 1 Gün
İnovasyon; kısa tanımı ile yenilik yaratma kabiliyetidir. Herhangi bir şirketin inovasyon kabiliyetinden bahsederken; bir fikri satılabilir ürün haline getirme sürecindeki kabiliyet kastedilmektedir. Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır. Ayrıca proje yönetimi, takım çalışması, öneri sistemi ve yeni ürün geliştirme süreci için devlet teşvikleri ana başlıkları konu olarak ele alınan eğitimin içeriği aşağıdaki gibidir. - İnovasyon Süreci - 1 Gün
İnovasyon; kısa tanımı ile yenilik yaratma kabiliyetidir. Herhangi bir şirketin inovasyon kabiliyetinden bahsederken; bir fikri satılabilir ürün haline getirme sürecindeki kabiliyet kastedilmektedir. Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır. Ayrıca proje yönetimi, takım çalışması, öneri sistemi ve yeni ürün geliştirme süreci için devlet teşvikleri ana başlıkları konu olarak ele alınan eğitimin içeriği aşağıdaki gibidir. - İnovasyon Süreci - 1 Gün
İnovasyon; kısa tanımı ile yenilik yaratma kabiliyetidir. Herhangi bir şirketin inovasyon kabiliyetinden bahsederken; bir fikri satılabilir ürün haline getirme sürecindeki kabiliyet kastedilmektedir. Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır. Ayrıca proje yönetimi, takım çalışması, öneri sistemi ve yeni ürün geliştirme süreci için devlet teşvikleri ana başlıkları konu olarak ele alınan eğitimin içeriği aşağıdaki gibidir. - İnovasyon Süreci - 2 Gün
İnovasyon; kısa tanımı ile yenilik yaratma kabiliyetidir. Herhangi bir şirketin inovasyon kabiliyetinden bahsederken; bir fikri satılabilir ürün haline getirme sürecindeki kabiliyet kastedilmektedir. Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır. Ayrıca proje yönetimi, takım çalışması, öneri sistemi ve yeni ürün geliştirme süreci için devlet teşvikleri ana başlıkları konu olarak ele alınan eğitimin içeriği aşağıdaki gibidir. - İnovasyon Süreci - 2 Gün
İnovasyon; kısa tanımı ile yenilik yaratma kabiliyetidir. Herhangi bir şirketin inovasyon kabiliyetinden bahsederken; bir fikri satılabilir ürün haline getirme sürecindeki kabiliyet kastedilmektedir. Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır. Ayrıca proje yönetimi, takım çalışması, öneri sistemi ve yeni ürün geliştirme süreci için devlet teşvikleri ana başlıkları konu olarak ele alınan eğitimin içeriği aşağıdaki gibidir. - İnovasyon Süreci - 2 Gün
İnovasyon; kısa tanımı ile yenilik yaratma kabiliyetidir. Herhangi bir şirketin inovasyon kabiliyetinden bahsederken; bir fikri satılabilir ürün haline getirme sürecindeki kabiliyet kastedilmektedir. Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır. Ayrıca proje yönetimi, takım çalışması, öneri sistemi ve yeni ürün geliştirme süreci için devlet teşvikleri ana başlıkları konu olarak ele alınan eğitimin içeriği aşağıdaki gibidir. - İnovasyon Süreci - 2 Gün
İnovasyon; kısa tanımı ile yenilik yaratma kabiliyetidir. Herhangi bir şirketin inovasyon kabiliyetinden bahsederken; bir fikri satılabilir ürün haline getirme sürecindeki kabiliyet kastedilmektedir. Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır. Ayrıca proje yönetimi, takım çalışması, öneri sistemi ve yeni ürün geliştirme süreci için devlet teşvikleri ana başlıkları konu olarak ele alınan eğitimin içeriği aşağıdaki gibidir. - İnovasyon Süreci - 2 Gün
İnovasyon; kısa tanımı ile yenilik yaratma kabiliyetidir. Herhangi bir şirketin inovasyon kabiliyetinden bahsederken; bir fikri satılabilir ürün haline getirme sürecindeki kabiliyet kastedilmektedir. Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır. Ayrıca proje yönetimi, takım çalışması, öneri sistemi ve yeni ürün geliştirme süreci için devlet teşvikleri ana başlıkları konu olarak ele alınan eğitimin içeriği aşağıdaki gibidir. - İnovasyon Süreci - 2 Gün
İnovasyon; kısa tanımı ile yenilik yaratma kabiliyetidir. Herhangi bir şirketin inovasyon kabiliyetinden bahsederken; bir fikri satılabilir ürün haline getirme sürecindeki kabiliyet kastedilmektedir. Eğitim, ürün fikrinin oluşumundan pazara sunuma kadar geçen sürecin etkin olarak yönetilmesini konu almaktadır. Ayrıca proje yönetimi, takım çalışması, öneri sistemi ve yeni ürün geliştirme süreci için devlet teşvikleri ana başlıkları konu olarak ele alınan eğitimin içeriği aşağıdaki gibidir. - İnsan Kaynakları-Workshop
- İnsan Kaynakları-Workshop
- İnsan Kaynakları-Workshop
- İnsan Kaynakları-Workshop
- İnsan Kaynakları-Workshop
- İnsan Kaynakları-Workshop
- ISO 10002:2014 Kalite Yönetimi-Müşteri Memnuniyeti-Şikayetlerin Ele Alınması
Müşteri memnuniyetini, müşterilerin beklentileri karşılığında mal ve hizmetten sağladığı fayda olarak tanımlayabiliriz. ISO 10002 Müşteri Memnuniyeti Yönetim Sistemi, şirketin potansiyel müşterileri ile daha karlı ve uzun dönemli ilişkiler kurulması ve bu ilişkileri geliştirmesini sağlayan bir yönetim yaklaşımıdır. Bu standart, öncelikle geri bildirime (şikâyetler dâhil) açık olan müşteri odaklı bir ortamın oluşturulması, alınan her bir şikâyetin çözüme ulaştırılması ve müşteri hizmetinin iyileştirilmesi ile ilgili yönetim taahhütlerinin yerine getirilmesini öngörmektedir. ISO 10002:2014 Müşteri Memnuniyeti Yönetim Sistemi'nin Faydaları Nelerdir? • Müşterilerden gelen geri bildirimler doğrultusunda nasıl bir yol izleneceğini gösterir. • Müşteri şikâyetleri konusunda çalışanların bilinç ve dikkatlerini geliştirir. • Müşterinin önemsendiğini gösterir ve Müşteri memnuniyeti sağlar. • Şikâyetlerin tekrarını engelleyerek çözüm olanakları sunar, Kuruluşun itibarını arttırır ve Müşterileri elde tutma maliyetlerini azaltır. - ISO 10002:2014 Kalite Yönetimi-Müşteri Memnuniyeti-Şikayetlerin Ele Alınması
Müşteri memnuniyetini, müşterilerin beklentileri karşılığında mal ve hizmetten sağladığı fayda olarak tanımlayabiliriz. ISO 10002 Müşteri Memnuniyeti Yönetim Sistemi, şirketin potansiyel müşterileri ile daha karlı ve uzun dönemli ilişkiler kurulması ve bu ilişkileri geliştirmesini sağlayan bir yönetim yaklaşımıdır. Bu standart, öncelikle geri bildirime (şikâyetler dâhil) açık olan müşteri odaklı bir ortamın oluşturulması, alınan her bir şikâyetin çözüme ulaştırılması ve müşteri hizmetinin iyileştirilmesi ile ilgili yönetim taahhütlerinin yerine getirilmesini öngörmektedir. ISO 10002:2014 Müşteri Memnuniyeti Yönetim Sistemi'nin Faydaları Nelerdir? • Müşterilerden gelen geri bildirimler doğrultusunda nasıl bir yol izleneceğini gösterir. • Müşteri şikâyetleri konusunda çalışanların bilinç ve dikkatlerini geliştirir. • Müşterinin önemsendiğini gösterir ve Müşteri memnuniyeti sağlar. • Şikâyetlerin tekrarını engelleyerek çözüm olanakları sunar, Kuruluşun itibarını arttırır ve Müşterileri elde tutma maliyetlerini azaltır. - ISO 10002:2014 Kalite Yönetimi-Müşteri Memnuniyeti-Şikayetlerin Ele Alınması
Müşteri memnuniyetini, müşterilerin beklentileri karşılığında mal ve hizmetten sağladığı fayda olarak tanımlayabiliriz. ISO 10002 Müşteri Memnuniyeti Yönetim Sistemi, şirketin potansiyel müşterileri ile daha karlı ve uzun dönemli ilişkiler kurulması ve bu ilişkileri geliştirmesini sağlayan bir yönetim yaklaşımıdır. Bu standart, öncelikle geri bildirime (şikâyetler dâhil) açık olan müşteri odaklı bir ortamın oluşturulması, alınan her bir şikâyetin çözüme ulaştırılması ve müşteri hizmetinin iyileştirilmesi ile ilgili yönetim taahhütlerinin yerine getirilmesini öngörmektedir. ISO 10002:2014 Müşteri Memnuniyeti Yönetim Sistemi'nin Faydaları Nelerdir? • Müşterilerden gelen geri bildirimler doğrultusunda nasıl bir yol izleneceğini gösterir. • Müşteri şikâyetleri konusunda çalışanların bilinç ve dikkatlerini geliştirir. • Müşterinin önemsendiğini gösterir ve Müşteri memnuniyeti sağlar. • Şikâyetlerin tekrarını engelleyerek çözüm olanakları sunar, Kuruluşun itibarını arttırır ve Müşterileri elde tutma maliyetlerini azaltır. - ISO 10002:2014 Kalite Yönetimi-Müşteri Memnuniyeti-Şikayetlerin Ele Alınması
Müşteri memnuniyetini, müşterilerin beklentileri karşılığında mal ve hizmetten sağladığı fayda olarak tanımlayabiliriz. ISO 10002 Müşteri Memnuniyeti Yönetim Sistemi, şirketin potansiyel müşterileri ile daha karlı ve uzun dönemli ilişkiler kurulması ve bu ilişkileri geliştirmesini sağlayan bir yönetim yaklaşımıdır. Bu standart, öncelikle geri bildirime (şikâyetler dâhil) açık olan müşteri odaklı bir ortamın oluşturulması, alınan her bir şikâyetin çözüme ulaştırılması ve müşteri hizmetinin iyileştirilmesi ile ilgili yönetim taahhütlerinin yerine getirilmesini öngörmektedir. ISO 10002:2014 Müşteri Memnuniyeti Yönetim Sistemi'nin Faydaları Nelerdir? • Müşterilerden gelen geri bildirimler doğrultusunda nasıl bir yol izleneceğini gösterir. • Müşteri şikâyetleri konusunda çalışanların bilinç ve dikkatlerini geliştirir. • Müşterinin önemsendiğini gösterir ve Müşteri memnuniyeti sağlar. • Şikâyetlerin tekrarını engelleyerek çözüm olanakları sunar, Kuruluşun itibarını arttırır ve Müşterileri elde tutma maliyetlerini azaltır. - ISO 10002:2014 Kalite Yönetimi-Müşteri Memnuniyeti-Şikayetlerin Ele Alınması
Müşteri memnuniyetini, müşterilerin beklentileri karşılığında mal ve hizmetten sağladığı fayda olarak tanımlayabiliriz. ISO 10002 Müşteri Memnuniyeti Yönetim Sistemi, şirketin potansiyel müşterileri ile daha karlı ve uzun dönemli ilişkiler kurulması ve bu ilişkileri geliştirmesini sağlayan bir yönetim yaklaşımıdır. Bu standart, öncelikle geri bildirime (şikâyetler dâhil) açık olan müşteri odaklı bir ortamın oluşturulması, alınan her bir şikâyetin çözüme ulaştırılması ve müşteri hizmetinin iyileştirilmesi ile ilgili yönetim taahhütlerinin yerine getirilmesini öngörmektedir. ISO 10002:2014 Müşteri Memnuniyeti Yönetim Sistemi'nin Faydaları Nelerdir? • Müşterilerden gelen geri bildirimler doğrultusunda nasıl bir yol izleneceğini gösterir. • Müşteri şikâyetleri konusunda çalışanların bilinç ve dikkatlerini geliştirir. • Müşterinin önemsendiğini gösterir ve Müşteri memnuniyeti sağlar. • Şikâyetlerin tekrarını engelleyerek çözüm olanakları sunar, Kuruluşun itibarını arttırır ve Müşterileri elde tutma maliyetlerini azaltır. - ISO 10002:2014 Kalite Yönetimi-Müşteri Memnuniyeti-Şikayetlerin Ele Alınması
Müşteri memnuniyetini, müşterilerin beklentileri karşılığında mal ve hizmetten sağladığı fayda olarak tanımlayabiliriz. ISO 10002 Müşteri Memnuniyeti Yönetim Sistemi, şirketin potansiyel müşterileri ile daha karlı ve uzun dönemli ilişkiler kurulması ve bu ilişkileri geliştirmesini sağlayan bir yönetim yaklaşımıdır. Bu standart, öncelikle geri bildirime (şikâyetler dâhil) açık olan müşteri odaklı bir ortamın oluşturulması, alınan her bir şikâyetin çözüme ulaştırılması ve müşteri hizmetinin iyileştirilmesi ile ilgili yönetim taahhütlerinin yerine getirilmesini öngörmektedir. ISO 10002:2014 Müşteri Memnuniyeti Yönetim Sistemi'nin Faydaları Nelerdir? • Müşterilerden gelen geri bildirimler doğrultusunda nasıl bir yol izleneceğini gösterir. • Müşteri şikâyetleri konusunda çalışanların bilinç ve dikkatlerini geliştirir. • Müşterinin önemsendiğini gösterir ve Müşteri memnuniyeti sağlar. • Şikâyetlerin tekrarını engelleyerek çözüm olanakları sunar, Kuruluşun itibarını arttırır ve Müşterileri elde tutma maliyetlerini azaltır. - ISO 10002:2014 Kalite yönetimi-Müşteri Memnuniyeti-Şikayetlerinin Ele Alınması Sistemi
Hazırlanmaktadır. - ISO 10002:2014 Kalite yönetimi-Müşteri Memnuniyeti-Şikayetlerinin Ele Alınması Sistemi
Hazırlanmaktadır. - ISO 10002:2014 Kalite yönetimi-Müşteri Memnuniyeti-Şikayetlerinin Ele Alınması Sistemi
Hazırlanmaktadır. - ISO 10002:2014 Kalite yönetimi-Müşteri Memnuniyeti-Şikayetlerinin Ele Alınması Sistemi
Hazırlanmaktadır. - ISO 10002:2014 Kalite yönetimi-Müşteri Memnuniyeti-Şikayetlerinin Ele Alınması Sistemi
Hazırlanmaktadır. - ISO 10002:2014 Kalite yönetimi-Müşteri Memnuniyeti-Şikayetlerinin Ele Alınması Sistemi
Hazırlanmaktadır. - ISO 14001:2004 Çevre Yönetim Sistemi - Temel Şartlar
Son yıllarda artık neredeyse zorunluluk haline gelen Çevre Yönetim Standardı’nın şartlarını bilmek ve üretim yaparken bu sistemin şartlarına göre çalışmak; çocuklarımızdan miras aldığımız küresel çevremizi koruma borcumuzu da yerine getirmemizi sağlıyor. Standardın tüm maddeleri çok sayıda uygulama örneği ile desteklenerek aktarılmaktadır. - ISO 14001:2004 Çevre Yönetim Sistemi - Temel Şartlar
Son yıllarda artık neredeyse zorunluluk haline gelen Çevre Yönetim Standardı’nın şartlarını bilmek ve üretim yaparken bu sistemin şartlarına göre çalışmak; çocuklarımızdan miras aldığımız küresel çevremizi koruma borcumuzu da yerine getirmemizi sağlıyor. Standardın tüm maddeleri çok sayıda uygulama örneği ile desteklenerek aktarılmaktadır. - ISO 14001:2004 Çevre Yönetim Sistemi - Temel Şartlar
Son yıllarda artık neredeyse zorunluluk haline gelen Çevre Yönetim Standardı’nın şartlarını bilmek ve üretim yaparken bu sistemin şartlarına göre çalışmak; çocuklarımızdan miras aldığımız küresel çevremizi koruma borcumuzu da yerine getirmemizi sağlıyor. Standardın tüm maddeleri çok sayıda uygulama örneği ile desteklenerek aktarılmaktadır. - ISO 14001:2004 Çevre Yönetim Sistemi - Temel Şartlar
Son yıllarda artık neredeyse zorunluluk haline gelen Çevre Yönetim Standardı’nın şartlarını bilmek ve üretim yaparken bu sistemin şartlarına göre çalışmak; çocuklarımızdan miras aldığımız küresel çevremizi koruma borcumuzu da yerine getirmemizi sağlıyor. Standardın tüm maddeleri çok sayıda uygulama örneği ile desteklenerek aktarılmaktadır. - ISO 14001:2004 Çevre Yönetim Sistemi - Temel Şartlar
Son yıllarda artık neredeyse zorunluluk haline gelen Çevre Yönetim Standardı’nın şartlarını bilmek ve üretim yaparken bu sistemin şartlarına göre çalışmak; çocuklarımızdan miras aldığımız küresel çevremizi koruma borcumuzu da yerine getirmemizi sağlıyor. Standardın tüm maddeleri çok sayıda uygulama örneği ile desteklenerek aktarılmaktadır. - ISO 14001:2004 Çevre Yönetim Sistemi - Temel Şartlar
Son yıllarda artık neredeyse zorunluluk haline gelen Çevre Yönetim Standardı’nın şartlarını bilmek ve üretim yaparken bu sistemin şartlarına göre çalışmak; çocuklarımızdan miras aldığımız küresel çevremizi koruma borcumuzu da yerine getirmemizi sağlıyor. Standardın tüm maddeleri çok sayıda uygulama örneği ile desteklenerek aktarılmaktadır. - ISO 14001:2004 - OHSAS 18001:2007 Bilgilendirme ve İç Denetçi
OHSAS 18001 sisteminin etkinliğini ölçmek ve sağlıklı yürütülmesini sağlamak amacı ile düzenlenecek olan içtetkiklerin dinamiklerinin katılımcılar tarafından kavramasını sağlamak.
- ISO 14001:2004 - OHSAS 18001:2007 Bilgilendirme ve İç Denetçi
OHSAS 18001 sisteminin etkinliğini ölçmek ve sağlıklı yürütülmesini sağlamak amacı ile düzenlenecek olan içtetkiklerin dinamiklerinin katılımcılar tarafından kavramasını sağlamak.
- ISO 14001:2004 - OHSAS 18001:2007 Bilgilendirme ve İç Denetçi
OHSAS 18001 sisteminin etkinliğini ölçmek ve sağlıklı yürütülmesini sağlamak amacı ile düzenlenecek olan içtetkiklerin dinamiklerinin katılımcılar tarafından kavramasını sağlamak.
- ISO 14001:2004 - OHSAS 18001:2007 Bilgilendirme ve İç Denetçi
OHSAS 18001 sisteminin etkinliğini ölçmek ve sağlıklı yürütülmesini sağlamak amacı ile düzenlenecek olan içtetkiklerin dinamiklerinin katılımcılar tarafından kavramasını sağlamak.
- ISO 14001:2004 - OHSAS 18001:2007 Bilgilendirme ve İç Denetçi
OHSAS 18001 sisteminin etkinliğini ölçmek ve sağlıklı yürütülmesini sağlamak amacı ile düzenlenecek olan içtetkiklerin dinamiklerinin katılımcılar tarafından kavramasını sağlamak.
- ISO 14001:2004 - OHSAS 18001:2007 Bilgilendirme ve İç Denetçi
OHSAS 18001 sisteminin etkinliğini ölçmek ve sağlıklı yürütülmesini sağlamak amacı ile düzenlenecek olan içtetkiklerin dinamiklerinin katılımcılar tarafından kavramasını sağlamak.
- ISO 14001:2004 - OHSAS 18001:2007 İç Denetçi
OHSAS 18001 sisteminin etkinliğini ölçmek ve sağlıklı yürütülmesini sağlamak amacı ile düzenlenecek olan içtetkiklerin dinamiklerinin katılımcılar tarafından kavramasını sağlamak. - ISO 14001:2004 - OHSAS 18001:2007 İç Denetçi
OHSAS 18001 sisteminin etkinliğini ölçmek ve sağlıklı yürütülmesini sağlamak amacı ile düzenlenecek olan içtetkiklerin dinamiklerinin katılımcılar tarafından kavramasını sağlamak. - ISO 14001:2004 - OHSAS 18001:2007 İç Denetçi
OHSAS 18001 sisteminin etkinliğini ölçmek ve sağlıklı yürütülmesini sağlamak amacı ile düzenlenecek olan içtetkiklerin dinamiklerinin katılımcılar tarafından kavramasını sağlamak. - ISO 14001:2004 - OHSAS 18001:2007 İç Denetçi
OHSAS 18001 sisteminin etkinliğini ölçmek ve sağlıklı yürütülmesini sağlamak amacı ile düzenlenecek olan içtetkiklerin dinamiklerinin katılımcılar tarafından kavramasını sağlamak. - ISO 14001:2004 - OHSAS 18001:2007 İç Denetçi
OHSAS 18001 sisteminin etkinliğini ölçmek ve sağlıklı yürütülmesini sağlamak amacı ile düzenlenecek olan içtetkiklerin dinamiklerinin katılımcılar tarafından kavramasını sağlamak. - ISO 14001:2004 - OHSAS 18001:2007 İç Denetçi
OHSAS 18001 sisteminin etkinliğini ölçmek ve sağlıklı yürütülmesini sağlamak amacı ile düzenlenecek olan içtetkiklerin dinamiklerinin katılımcılar tarafından kavramasını sağlamak. - ISO 14001:2015 - OHSAS 18001:2014 Bilgilendirme
Kuruluşlar, iş sağlığı ve güvenliği (İSG) risklerini kontrol etmek, İSG performansına sahip olmak ve bunu göstermek konusuyla gittikçe daha fazla ilgilenmektedir. OHSAS 18001 Yönetim Sisteminin amacı etkili bir İSG yönetim sisteminin elemanlarını kuruluşlara sağlamak ve kuruluşlara İSG ve ekonomi hedeflerine ulaşma konusunda yardımcı olmaktır. - ISO 14001:2015 - OHSAS 18001:2014 Bilgilendirme
Kuruluşlar, iş sağlığı ve güvenliği (İSG) risklerini kontrol etmek, İSG performansına sahip olmak ve bunu göstermek konusuyla gittikçe daha fazla ilgilenmektedir. OHSAS 18001 Yönetim Sisteminin amacı etkili bir İSG yönetim sisteminin elemanlarını kuruluşlara sağlamak ve kuruluşlara İSG ve ekonomi hedeflerine ulaşma konusunda yardımcı olmaktır. - ISO 14001:2015 - OHSAS 18001:2014 Bilgilendirme
Kuruluşlar, iş sağlığı ve güvenliği (İSG) risklerini kontrol etmek, İSG performansına sahip olmak ve bunu göstermek konusuyla gittikçe daha fazla ilgilenmektedir. OHSAS 18001 Yönetim Sisteminin amacı etkili bir İSG yönetim sisteminin elemanlarını kuruluşlara sağlamak ve kuruluşlara İSG ve ekonomi hedeflerine ulaşma konusunda yardımcı olmaktır. - ISO 14001:2015 - OHSAS 18001:2014 Bilgilendirme
Kuruluşlar, iş sağlığı ve güvenliği (İSG) risklerini kontrol etmek, İSG performansına sahip olmak ve bunu göstermek konusuyla gittikçe daha fazla ilgilenmektedir. OHSAS 18001 Yönetim Sisteminin amacı etkili bir İSG yönetim sisteminin elemanlarını kuruluşlara sağlamak ve kuruluşlara İSG ve ekonomi hedeflerine ulaşma konusunda yardımcı olmaktır. - ISO 14001:2015 - OHSAS 18001:2014 Bilgilendirme
Kuruluşlar, iş sağlığı ve güvenliği (İSG) risklerini kontrol etmek, İSG performansına sahip olmak ve bunu göstermek konusuyla gittikçe daha fazla ilgilenmektedir. OHSAS 18001 Yönetim Sisteminin amacı etkili bir İSG yönetim sisteminin elemanlarını kuruluşlara sağlamak ve kuruluşlara İSG ve ekonomi hedeflerine ulaşma konusunda yardımcı olmaktır. - ISO 14001:2015 - OHSAS 18001:2014 Bilgilendirme
Kuruluşlar, iş sağlığı ve güvenliği (İSG) risklerini kontrol etmek, İSG performansına sahip olmak ve bunu göstermek konusuyla gittikçe daha fazla ilgilenmektedir. OHSAS 18001 Yönetim Sisteminin amacı etkili bir İSG yönetim sisteminin elemanlarını kuruluşlara sağlamak ve kuruluşlara İSG ve ekonomi hedeflerine ulaşma konusunda yardımcı olmaktır. - ISO 27001 Bilgi Güvenliği Yönetim Sistemi için GAP Analizi ve Gelişim Yol Haritasının Oluşturulması
Kuruluşların ISO 27001 Bilgi Güvenliği Yönetim Sistemine göre kurulu bulunan altyapıların standardın tüm maddeleri baz alınarak değerlendirilmesi yolu ile gelişim ihtiyacının belirlenmesi.
Bu çalışma InoTec tarafından geliştirilen ISO - SCAN yazılımı ile yürütülmektedir. - ISO 31000:2009 Risk Yönetim Sistemi- Farkındalık
Farklı sektörlerde faaliyet gösteren tüm işletmelerin hedeflerini gerçekleştirmek için yaptıkları çalışmalar sırasında iç ve dış faktörlerin neden olduğu riskler ile karşılaşırlar ve bu riskler firma hedefleri üzerinde belirsizlikler yaratır. Firmalar bu riskleri öngörerek, zamanında alınacak önleyici aksiyonlar ile risklerin etkisini yok etmeli veya en aza indirmelidir. Bu süreç boyunca, paydaşlarıyla iletişim kurar ve onlara danışır ve daha fazla risk iyileştirmesi gerekmeyeceğinden emin olmak için riski değiştiren kontrolleri ve riski izler ve gözden geçirir. Bu standard, bu sistematik ve mantıksal süreci ayrıntısıyla açıklar. - ISO 31000:2009 Risk Yönetim Sistemi- Farkındalık
Farklı sektörlerde faaliyet gösteren tüm işletmelerin hedeflerini gerçekleştirmek için yaptıkları çalışmalar sırasında iç ve dış faktörlerin neden olduğu riskler ile karşılaşırlar ve bu riskler firma hedefleri üzerinde belirsizlikler yaratır. Firmalar bu riskleri öngörerek, zamanında alınacak önleyici aksiyonlar ile risklerin etkisini yok etmeli veya en aza indirmelidir. Bu süreç boyunca, paydaşlarıyla iletişim kurar ve onlara danışır ve daha fazla risk iyileştirmesi gerekmeyeceğinden emin olmak için riski değiştiren kontrolleri ve riski izler ve gözden geçirir. Bu standard, bu sistematik ve mantıksal süreci ayrıntısıyla açıklar. - ISO 31000:2009 Risk Yönetim Sistemi- Farkındalık
Farklı sektörlerde faaliyet gösteren tüm işletmelerin hedeflerini gerçekleştirmek için yaptıkları çalışmalar sırasında iç ve dış faktörlerin neden olduğu riskler ile karşılaşırlar ve bu riskler firma hedefleri üzerinde belirsizlikler yaratır. Firmalar bu riskleri öngörerek, zamanında alınacak önleyici aksiyonlar ile risklerin etkisini yok etmeli veya en aza indirmelidir. Bu süreç boyunca, paydaşlarıyla iletişim kurar ve onlara danışır ve daha fazla risk iyileştirmesi gerekmeyeceğinden emin olmak için riski değiştiren kontrolleri ve riski izler ve gözden geçirir. Bu standard, bu sistematik ve mantıksal süreci ayrıntısıyla açıklar. - ISO 31000:2009 Risk Yönetim Sistemi- Farkındalık
Farklı sektörlerde faaliyet gösteren tüm işletmelerin hedeflerini gerçekleştirmek için yaptıkları çalışmalar sırasında iç ve dış faktörlerin neden olduğu riskler ile karşılaşırlar ve bu riskler firma hedefleri üzerinde belirsizlikler yaratır. Firmalar bu riskleri öngörerek, zamanında alınacak önleyici aksiyonlar ile risklerin etkisini yok etmeli veya en aza indirmelidir. Bu süreç boyunca, paydaşlarıyla iletişim kurar ve onlara danışır ve daha fazla risk iyileştirmesi gerekmeyeceğinden emin olmak için riski değiştiren kontrolleri ve riski izler ve gözden geçirir. Bu standard, bu sistematik ve mantıksal süreci ayrıntısıyla açıklar. - ISO 31000:2009 Risk Yönetim Sistemi- Farkındalık
Farklı sektörlerde faaliyet gösteren tüm işletmelerin hedeflerini gerçekleştirmek için yaptıkları çalışmalar sırasında iç ve dış faktörlerin neden olduğu riskler ile karşılaşırlar ve bu riskler firma hedefleri üzerinde belirsizlikler yaratır. Firmalar bu riskleri öngörerek, zamanında alınacak önleyici aksiyonlar ile risklerin etkisini yok etmeli veya en aza indirmelidir. Bu süreç boyunca, paydaşlarıyla iletişim kurar ve onlara danışır ve daha fazla risk iyileştirmesi gerekmeyeceğinden emin olmak için riski değiştiren kontrolleri ve riski izler ve gözden geçirir. Bu standard, bu sistematik ve mantıksal süreci ayrıntısıyla açıklar. - ISO 31000:2009 Risk Yönetim Sistemi- Farkındalık
Farklı sektörlerde faaliyet gösteren tüm işletmelerin hedeflerini gerçekleştirmek için yaptıkları çalışmalar sırasında iç ve dış faktörlerin neden olduğu riskler ile karşılaşırlar ve bu riskler firma hedefleri üzerinde belirsizlikler yaratır. Firmalar bu riskleri öngörerek, zamanında alınacak önleyici aksiyonlar ile risklerin etkisini yok etmeli veya en aza indirmelidir. Bu süreç boyunca, paydaşlarıyla iletişim kurar ve onlara danışır ve daha fazla risk iyileştirmesi gerekmeyeceğinden emin olmak için riski değiştiren kontrolleri ve riski izler ve gözden geçirir. Bu standard, bu sistematik ve mantıksal süreci ayrıntısıyla açıklar. - ISO 9001 Kalite Yönetim Standardı için GAP Analizi ve Gelişim Yol Haritasının Oluşturulması
Kuruluşların ISO 9001 Kalite Yönetim Sistemlerine göre kurulu bulunan altyapıların standardın tüm maddeleri baz alınarak değerlendirilerek gelişim ihtiyacının belirlenmesi.
Bu çalışma InoTec tarafından geliştirilen ISO - SCAN yazılımı ile yürütülmektedir. - ISO 9001 ve IATF 16949 Kalite Yönetim Sistemleri için İç Denetim ISO-SCAN Destekli Uygulaması
Kuruluşların ISO 9001 veya IATF 16949 Kalite Yönetim Sistemlerine göre kurulu bulunan altyapıların standardın tüm maddeleri baz alınarak değerlendirilerek gelişim ihtiyacının belirlenmesi.
Bu çalışma InoTec tarafından geliştirilen ISO - SCAN yazılımı ile yürütülmektedir. - ISO 9001 ve IATF 16949 Kalite Yönetim Sistemleri için İç Denetim ISO-SCAN Destekli Uygulaması
Kuruluşların ISO 9001 veya IATF 16949 Kalite Yönetim Sistemlerine göre kurulu bulunan altyapıların standardın tüm maddeleri baz alınarak değerlendirilerek gelişim ihtiyacının belirlenmesi.
Bu çalışma InoTec tarafından geliştirilen ISO - SCAN yazılımı ile yürütülmektedir. - ISO 9001 ve IATF 16949 Kalite Yönetim Sistemleri için İç Denetim ISO-SCAN Destekli Uygulaması
Kuruluşların ISO 9001 veya IATF 16949 Kalite Yönetim Sistemlerine göre kurulu bulunan altyapıların standardın tüm maddeleri baz alınarak değerlendirilerek gelişim ihtiyacının belirlenmesi.
Bu çalışma InoTec tarafından geliştirilen ISO - SCAN yazılımı ile yürütülmektedir. - ISO 9001 ve IATF 16949 Kalite Yönetim Sistemleri için İç Denetim ISO-SCAN Destekli Uygulaması
Kuruluşların ISO 9001 veya IATF 16949 Kalite Yönetim Sistemlerine göre kurulu bulunan altyapıların standardın tüm maddeleri baz alınarak değerlendirilerek gelişim ihtiyacının belirlenmesi.
Bu çalışma InoTec tarafından geliştirilen ISO - SCAN yazılımı ile yürütülmektedir. - ISO 9001 ve IATF 16949 Kalite Yönetim Sistemleri için İç Denetim ISO-SCAN Destekli Uygulaması
Kuruluşların ISO 9001 veya IATF 16949 Kalite Yönetim Sistemlerine göre kurulu bulunan altyapıların standardın tüm maddeleri baz alınarak değerlendirilerek gelişim ihtiyacının belirlenmesi.
Bu çalışma InoTec tarafından geliştirilen ISO - SCAN yazılımı ile yürütülmektedir. - ISO 9001 ve IATF 16949 Kalite Yönetim Sistemleri için İç Denetim ISO-SCAN Destekli Uygulaması
Kuruluşların ISO 9001 veya IATF 16949 Kalite Yönetim Sistemlerine göre kurulu bulunan altyapıların standardın tüm maddeleri baz alınarak değerlendirilerek gelişim ihtiyacının belirlenmesi.
Bu çalışma InoTec tarafından geliştirilen ISO - SCAN yazılımı ile yürütülmektedir. - ISO 9001 ve ISO 16949 Kalite Yönetim Standardı için GAP Analizi ve Gelişim Yol Haritasının Oluşturulması
Kuruluşların ISO 9001 veya IATF 16949 Kalite Yönetim Sistemlerine göre kurulu bulunan altyapıların standardın tüm maddeleri baz alınarak değerlendirilerek gelişim ihtiyacının belirlenmesi.
Bu çalışma InoTec tarafından geliştirilen ISO - SCAN yazılımı ile yürütülmektedir. - ISO 9001:2015 ve IATF 16949:2016 Kalite Yönetim Sistemi İç Denetçisi - ISO 19011:2018'e Göre
. - ISO 9001:2015 ve IATF 16949:2016 Kalite Yönetim Sistemi İç Denetçisi - ISO 19011:2018'e Göre
. - ISO 9001:2015 ve IATF 16949:2016 Kalite Yönetim Sistemi İç Denetçisi - ISO 19011:2018'e Göre
. - ISO 9001:2015 ve IATF 16949:2016 Kalite Yönetim Sistemi İç Denetçisi - ISO 19011:2018'e Göre
. - ISO 9001:2015 ve IATF 16949:2016 Kalite Yönetim Sistemi İç Denetçisi - ISO 19011:2018'e Göre
. - ISO 9001:2015 ve IATF 16949:2016 Kalite Yönetim Sistemi İç Denetçisi - ISO 19011:2018'e Göre
. - IV. 12K Stratejik Yönetim Modeli Zirvesi - Yıldız Şirketler Buluşuyor
Kurumlar arası deneyim paylaşım platformu olan 12K Stratejik Yönetim Modeli Zirvesi, 20 Nisan 2016 tarihinde Titanic Hotel, Kartal - İstanbul ' da gerçekleşecektir. 12K Stratejik Yönetim Modeli Nedir? 12K Stratejik Yönetim Modeli kapsamındaki çalışmalara Nisan 2011 tarihinde kurumların ihtiyaç analizi yapılarak başlanmıştı. Her biri kendi çalışma koşullarında incelenen kurumlar, 12K Stratejik Yönetim Modeli kriterlerine göre 1.000 puan üzerinden değerlendirildi. Bu süreç zarfında her türlü gelişimleri takip edilen kurumların geliştirilmesi gereken yönleri danışmanlık ve eğitim faaliyetleri ile desteklendi. Proje sonunda final analizi gerçekleştirilen 10 şirket yine 1.000 puan üzerinden değerlendirilerek gelişim seviyelerine göre bir üst kura yani ikinci sınıfa geçmeye hak kazandı. Şuanda projeye ilk katılan 10 şirket ve 2013 yılında başlayan projenin II. Grubu 10 şirket faaliyetlerine devam etmektedir. Grup halinde çalışmalar yürüten şirketlere paralel olarak çok sayıda onlarca kuruluş, 12K Stratejik Yönetim Model'in kriterlerini benimsemiş ve proje başlatmıştır. 12K Stratejik Yönetim Model 12 temel, 75 alt kriterden oluşuyor. Proje kapsamında farklı şirketlerle ortak eğitim faaliyetleri, her kurum özelinde şirketlerin stratejik planlarının oluşturulmasından, ürün geliştirme altyapılarına, insan kaynakları yönetim süreçlerinden üretim verimliliklerinin yalın üretim teknikleriyle iyileştirilmesine kadar geniş bir yelpazeyi kapsıyor. Kurumları yüksek performanslı bir yapıya dönüştüren sistem, beraberinde önemli bir rekabet avantajı da sağlıyor. 12K Stratejik Yönetim Model kriterlerine göre çalışarak 1000 puanlık skalaya göre 800 ve üzeri puan elde eden kuruluşlar İyi veya Mükemmel şirket olarak derecelendiriliyor. Zirve kapsamında bu yıl ilk defa Yıldız Şirket olarak adlandırılan bu kategoride yer alan kurumlar ödüllerini alacaklar. Katılım Bedeli: 100 TL + KDV / Kişi Başı İletişim : 0 216 688 36 00 | danismanlik@inotec.com.tr
- IV. 12K Stratejik Yönetim Modeli Zirvesi - Yıldız Şirketler Buluşuyor
Kurumlar arası deneyim paylaşım platformu olan 12K Stratejik Yönetim Modeli Zirvesi, 20 Nisan 2016 tarihinde Titanic Hotel, Kartal - İstanbul ' da gerçekleşecektir. 12K Stratejik Yönetim Modeli Nedir? 12K Stratejik Yönetim Modeli kapsamındaki çalışmalara Nisan 2011 tarihinde kurumların ihtiyaç analizi yapılarak başlanmıştı. Her biri kendi çalışma koşullarında incelenen kurumlar, 12K Stratejik Yönetim Modeli kriterlerine göre 1.000 puan üzerinden değerlendirildi. Bu süreç zarfında her türlü gelişimleri takip edilen kurumların geliştirilmesi gereken yönleri danışmanlık ve eğitim faaliyetleri ile desteklendi. Proje sonunda final analizi gerçekleştirilen 10 şirket yine 1.000 puan üzerinden değerlendirilerek gelişim seviyelerine göre bir üst kura yani ikinci sınıfa geçmeye hak kazandı. Şuanda projeye ilk katılan 10 şirket ve 2013 yılında başlayan projenin II. Grubu 10 şirket faaliyetlerine devam etmektedir. Grup halinde çalışmalar yürüten şirketlere paralel olarak çok sayıda onlarca kuruluş, 12K Stratejik Yönetim Model'in kriterlerini benimsemiş ve proje başlatmıştır. 12K Stratejik Yönetim Model 12 temel, 75 alt kriterden oluşuyor. Proje kapsamında farklı şirketlerle ortak eğitim faaliyetleri, her kurum özelinde şirketlerin stratejik planlarının oluşturulmasından, ürün geliştirme altyapılarına, insan kaynakları yönetim süreçlerinden üretim verimliliklerinin yalın üretim teknikleriyle iyileştirilmesine kadar geniş bir yelpazeyi kapsıyor. Kurumları yüksek performanslı bir yapıya dönüştüren sistem, beraberinde önemli bir rekabet avantajı da sağlıyor. 12K Stratejik Yönetim Model kriterlerine göre çalışarak 1000 puanlık skalaya göre 800 ve üzeri puan elde eden kuruluşlar İyi veya Mükemmel şirket olarak derecelendiriliyor. Zirve kapsamında bu yıl ilk defa Yıldız Şirket olarak adlandırılan bu kategoride yer alan kurumlar ödüllerini alacaklar. Katılım Bedeli: 100 TL + KDV / Kişi Başı İletişim : 0 216 688 36 00 | danismanlik@inotec.com.tr
- IV. 12K Stratejik Yönetim Modeli Zirvesi - Yıldız Şirketler Buluşuyor
Kurumlar arası deneyim paylaşım platformu olan 12K Stratejik Yönetim Modeli Zirvesi, 20 Nisan 2016 tarihinde Titanic Hotel, Kartal - İstanbul ' da gerçekleşecektir. 12K Stratejik Yönetim Modeli Nedir? 12K Stratejik Yönetim Modeli kapsamındaki çalışmalara Nisan 2011 tarihinde kurumların ihtiyaç analizi yapılarak başlanmıştı. Her biri kendi çalışma koşullarında incelenen kurumlar, 12K Stratejik Yönetim Modeli kriterlerine göre 1.000 puan üzerinden değerlendirildi. Bu süreç zarfında her türlü gelişimleri takip edilen kurumların geliştirilmesi gereken yönleri danışmanlık ve eğitim faaliyetleri ile desteklendi. Proje sonunda final analizi gerçekleştirilen 10 şirket yine 1.000 puan üzerinden değerlendirilerek gelişim seviyelerine göre bir üst kura yani ikinci sınıfa geçmeye hak kazandı. Şuanda projeye ilk katılan 10 şirket ve 2013 yılında başlayan projenin II. Grubu 10 şirket faaliyetlerine devam etmektedir. Grup halinde çalışmalar yürüten şirketlere paralel olarak çok sayıda onlarca kuruluş, 12K Stratejik Yönetim Model'in kriterlerini benimsemiş ve proje başlatmıştır. 12K Stratejik Yönetim Model 12 temel, 75 alt kriterden oluşuyor. Proje kapsamında farklı şirketlerle ortak eğitim faaliyetleri, her kurum özelinde şirketlerin stratejik planlarının oluşturulmasından, ürün geliştirme altyapılarına, insan kaynakları yönetim süreçlerinden üretim verimliliklerinin yalın üretim teknikleriyle iyileştirilmesine kadar geniş bir yelpazeyi kapsıyor. Kurumları yüksek performanslı bir yapıya dönüştüren sistem, beraberinde önemli bir rekabet avantajı da sağlıyor. 12K Stratejik Yönetim Model kriterlerine göre çalışarak 1000 puanlık skalaya göre 800 ve üzeri puan elde eden kuruluşlar İyi veya Mükemmel şirket olarak derecelendiriliyor. Zirve kapsamında bu yıl ilk defa Yıldız Şirket olarak adlandırılan bu kategoride yer alan kurumlar ödüllerini alacaklar. Katılım Bedeli: 100 TL + KDV / Kişi Başı İletişim : 0 216 688 36 00 | danismanlik@inotec.com.tr
- IV. 12K Stratejik Yönetim Modeli Zirvesi - Yıldız Şirketler Buluşuyor
Kurumlar arası deneyim paylaşım platformu olan 12K Stratejik Yönetim Modeli Zirvesi, 20 Nisan 2016 tarihinde Titanic Hotel, Kartal - İstanbul ' da gerçekleşecektir. 12K Stratejik Yönetim Modeli Nedir? 12K Stratejik Yönetim Modeli kapsamındaki çalışmalara Nisan 2011 tarihinde kurumların ihtiyaç analizi yapılarak başlanmıştı. Her biri kendi çalışma koşullarında incelenen kurumlar, 12K Stratejik Yönetim Modeli kriterlerine göre 1.000 puan üzerinden değerlendirildi. Bu süreç zarfında her türlü gelişimleri takip edilen kurumların geliştirilmesi gereken yönleri danışmanlık ve eğitim faaliyetleri ile desteklendi. Proje sonunda final analizi gerçekleştirilen 10 şirket yine 1.000 puan üzerinden değerlendirilerek gelişim seviyelerine göre bir üst kura yani ikinci sınıfa geçmeye hak kazandı. Şuanda projeye ilk katılan 10 şirket ve 2013 yılında başlayan projenin II. Grubu 10 şirket faaliyetlerine devam etmektedir. Grup halinde çalışmalar yürüten şirketlere paralel olarak çok sayıda onlarca kuruluş, 12K Stratejik Yönetim Model'in kriterlerini benimsemiş ve proje başlatmıştır. 12K Stratejik Yönetim Model 12 temel, 75 alt kriterden oluşuyor. Proje kapsamında farklı şirketlerle ortak eğitim faaliyetleri, her kurum özelinde şirketlerin stratejik planlarının oluşturulmasından, ürün geliştirme altyapılarına, insan kaynakları yönetim süreçlerinden üretim verimliliklerinin yalın üretim teknikleriyle iyileştirilmesine kadar geniş bir yelpazeyi kapsıyor. Kurumları yüksek performanslı bir yapıya dönüştüren sistem, beraberinde önemli bir rekabet avantajı da sağlıyor. 12K Stratejik Yönetim Model kriterlerine göre çalışarak 1000 puanlık skalaya göre 800 ve üzeri puan elde eden kuruluşlar İyi veya Mükemmel şirket olarak derecelendiriliyor. Zirve kapsamında bu yıl ilk defa Yıldız Şirket olarak adlandırılan bu kategoride yer alan kurumlar ödüllerini alacaklar. Katılım Bedeli: 100 TL + KDV / Kişi Başı İletişim : 0 216 688 36 00 | danismanlik@inotec.com.tr
- IV. 12K Stratejik Yönetim Modeli Zirvesi - Yıldız Şirketler Buluşuyor
Kurumlar arası deneyim paylaşım platformu olan 12K Stratejik Yönetim Modeli Zirvesi, 20 Nisan 2016 tarihinde Titanic Hotel, Kartal - İstanbul ' da gerçekleşecektir. 12K Stratejik Yönetim Modeli Nedir? 12K Stratejik Yönetim Modeli kapsamındaki çalışmalara Nisan 2011 tarihinde kurumların ihtiyaç analizi yapılarak başlanmıştı. Her biri kendi çalışma koşullarında incelenen kurumlar, 12K Stratejik Yönetim Modeli kriterlerine göre 1.000 puan üzerinden değerlendirildi. Bu süreç zarfında her türlü gelişimleri takip edilen kurumların geliştirilmesi gereken yönleri danışmanlık ve eğitim faaliyetleri ile desteklendi. Proje sonunda final analizi gerçekleştirilen 10 şirket yine 1.000 puan üzerinden değerlendirilerek gelişim seviyelerine göre bir üst kura yani ikinci sınıfa geçmeye hak kazandı. Şuanda projeye ilk katılan 10 şirket ve 2013 yılında başlayan projenin II. Grubu 10 şirket faaliyetlerine devam etmektedir. Grup halinde çalışmalar yürüten şirketlere paralel olarak çok sayıda onlarca kuruluş, 12K Stratejik Yönetim Model'in kriterlerini benimsemiş ve proje başlatmıştır. 12K Stratejik Yönetim Model 12 temel, 75 alt kriterden oluşuyor. Proje kapsamında farklı şirketlerle ortak eğitim faaliyetleri, her kurum özelinde şirketlerin stratejik planlarının oluşturulmasından, ürün geliştirme altyapılarına, insan kaynakları yönetim süreçlerinden üretim verimliliklerinin yalın üretim teknikleriyle iyileştirilmesine kadar geniş bir yelpazeyi kapsıyor. Kurumları yüksek performanslı bir yapıya dönüştüren sistem, beraberinde önemli bir rekabet avantajı da sağlıyor. 12K Stratejik Yönetim Model kriterlerine göre çalışarak 1000 puanlık skalaya göre 800 ve üzeri puan elde eden kuruluşlar İyi veya Mükemmel şirket olarak derecelendiriliyor. Zirve kapsamında bu yıl ilk defa Yıldız Şirket olarak adlandırılan bu kategoride yer alan kurumlar ödüllerini alacaklar. Katılım Bedeli: 100 TL + KDV / Kişi Başı İletişim : 0 216 688 36 00 | danismanlik@inotec.com.tr
- IV. 12K Stratejik Yönetim Modeli Zirvesi - Yıldız Şirketler Buluşuyor
Kurumlar arası deneyim paylaşım platformu olan 12K Stratejik Yönetim Modeli Zirvesi, 20 Nisan 2016 tarihinde Titanic Hotel, Kartal - İstanbul ' da gerçekleşecektir. 12K Stratejik Yönetim Modeli Nedir? 12K Stratejik Yönetim Modeli kapsamındaki çalışmalara Nisan 2011 tarihinde kurumların ihtiyaç analizi yapılarak başlanmıştı. Her biri kendi çalışma koşullarında incelenen kurumlar, 12K Stratejik Yönetim Modeli kriterlerine göre 1.000 puan üzerinden değerlendirildi. Bu süreç zarfında her türlü gelişimleri takip edilen kurumların geliştirilmesi gereken yönleri danışmanlık ve eğitim faaliyetleri ile desteklendi. Proje sonunda final analizi gerçekleştirilen 10 şirket yine 1.000 puan üzerinden değerlendirilerek gelişim seviyelerine göre bir üst kura yani ikinci sınıfa geçmeye hak kazandı. Şuanda projeye ilk katılan 10 şirket ve 2013 yılında başlayan projenin II. Grubu 10 şirket faaliyetlerine devam etmektedir. Grup halinde çalışmalar yürüten şirketlere paralel olarak çok sayıda onlarca kuruluş, 12K Stratejik Yönetim Model'in kriterlerini benimsemiş ve proje başlatmıştır. 12K Stratejik Yönetim Model 12 temel, 75 alt kriterden oluşuyor. Proje kapsamında farklı şirketlerle ortak eğitim faaliyetleri, her kurum özelinde şirketlerin stratejik planlarının oluşturulmasından, ürün geliştirme altyapılarına, insan kaynakları yönetim süreçlerinden üretim verimliliklerinin yalın üretim teknikleriyle iyileştirilmesine kadar geniş bir yelpazeyi kapsıyor. Kurumları yüksek performanslı bir yapıya dönüştüren sistem, beraberinde önemli bir rekabet avantajı da sağlıyor. 12K Stratejik Yönetim Model kriterlerine göre çalışarak 1000 puanlık skalaya göre 800 ve üzeri puan elde eden kuruluşlar İyi veya Mükemmel şirket olarak derecelendiriliyor. Zirve kapsamında bu yıl ilk defa Yıldız Şirket olarak adlandırılan bu kategoride yer alan kurumlar ödüllerini alacaklar. Katılım Bedeli: 100 TL + KDV / Kişi Başı İletişim : 0 216 688 36 00 | danismanlik@inotec.com.tr
- Kalite Geliştirme (APQP-PPAP)
- - Kalite Geliştirme (APQP-PPAP)
- - Kalite Geliştirme (APQP-PPAP)
- - Kalite Geliştirme (APQP-PPAP)
- - Kalite Geliştirme (APQP-PPAP)
- - Kalite Geliştirme (APQP-PPAP)
- - Kalite Geliştirme (APQP-PPAP) Sertifika Programı
Son yıllarda otomotiv sektöründe iş yapış şekli olarak en önemli gelişme; yeni ürünleri devreye alırken ilk defada hatasız, verimli ve düşük maliyetle ürünler piyasaya sunmak için dizayn edilmiş ve birbirine entegre tekniklerin kullanıldığı APQP olarak isimlendirilen İleri Ürün Kalite Planlaması olarak dilimize yerleşen önemli bir sürecin hayata geçirilmesi olmuştur. Bu süreçle mümkün olduğunca müşteri isteklerine hassas, hızlı ilerleyen ve hızlı reaksiyon göstermeyi ön planda tutan sisteme kavuşulması hedeflenmektedir. Otomotiv sektöründe faaliyet gösteren ve önde gelen ana sanayi şirketlerine ürün tedarik eden kuruluşların çalışanlarının alması zaten gerekli olan (APQP-PPAP, FMEA, SPC, MSA, Kontrol Planları, 5S ve 8D) eğitimlerin gerçek sırası içinde birbirine entegre olarak sunulduğu bu program; InoTec`in otomotiv sektöründeki ve diğer eğitim programlarındaki deneyimi ile ortaya konulmuş, ülkemizde benzeri bulunmayan içerik ve metotlarla sunulmaktadır. On adımda PPAP yolculuğu olarak da isimlendirilen program; Fiyat Teklifi Sunumundan itibaren, on adımda (on gün) müşteri isteklerine uygun etkin proses dizaynı sonucu üretilmiş parçaların PPAP Dosyaları ile sunumuna kadar geçen tüm süreci uygulamalarla desteklenmiş şekilde ele almaktadır. Program genel katılıma açk programlandığı gibi; kurumlar özelinde de uygulanmaktadır. Profesyonel eğitmenler aracılığı ile uygulama ağırlıklı yürütülen program; katılımcıların kendi şirketlerinden getirdikleri örnekler veya bir senaryo şirketten hareket ederek sunulmaktadır. Tüm katılımcılara Katılım Sertifikası ve Plaket, program sonunda gerçekleştirilen sınavdan başarı elde eden Katılımcılara Başarı Sertifikası verilmektedir. Diğer taraftan program detayında yeralan tekniklerle ilgili olarak etkinlik değerlendirme sınavından başarı elde edilmesi halinde APQP-PPAP, FMEA, SPC, ve MSA teknikleri olmak üzere 5 ayrı Başarı Sertifikası verilmeside opsiyonu da mevcuttur. - Kalite Geliştirme (APQP-PPAP) Sertifika Programı
Son yıllarda otomotiv sektöründe iş yapış şekli olarak en önemli gelişme; yeni ürünleri devreye alırken ilk defada hatasız, verimli ve düşük maliyetle ürünler piyasaya sunmak için dizayn edilmiş ve birbirine entegre tekniklerin kullanıldığı APQP olarak isimlendirilen İleri Ürün Kalite Planlaması olarak dilimize yerleşen önemli bir sürecin hayata geçirilmesi olmuştur. Bu süreçle mümkün olduğunca müşteri isteklerine hassas, hızlı ilerleyen ve hızlı reaksiyon göstermeyi ön planda tutan sisteme kavuşulması hedeflenmektedir. Otomotiv sektöründe faaliyet gösteren ve önde gelen ana sanayi şirketlerine ürün tedarik eden kuruluşların çalışanlarının alması zaten gerekli olan (APQP-PPAP, FMEA, SPC, MSA, Kontrol Planları, 5S ve 8D) eğitimlerin gerçek sırası içinde birbirine entegre olarak sunulduğu bu program; InoTec`in otomotiv sektöründeki ve diğer eğitim programlarındaki deneyimi ile ortaya konulmuş, ülkemizde benzeri bulunmayan içerik ve metotlarla sunulmaktadır. On adımda PPAP yolculuğu olarak da isimlendirilen program; Fiyat Teklifi Sunumundan itibaren, on adımda (on gün) müşteri isteklerine uygun etkin proses dizaynı sonucu üretilmiş parçaların PPAP Dosyaları ile sunumuna kadar geçen tüm süreci uygulamalarla desteklenmiş şekilde ele almaktadır. Program genel katılıma açk programlandığı gibi; kurumlar özelinde de uygulanmaktadır. Profesyonel eğitmenler aracılığı ile uygulama ağırlıklı yürütülen program; katılımcıların kendi şirketlerinden getirdikleri örnekler veya bir senaryo şirketten hareket ederek sunulmaktadır. Tüm katılımcılara Katılım Sertifikası ve Plaket, program sonunda gerçekleştirilen sınavdan başarı elde eden Katılımcılara Başarı Sertifikası verilmektedir. Diğer taraftan program detayında yeralan tekniklerle ilgili olarak etkinlik değerlendirme sınavından başarı elde edilmesi halinde APQP-PPAP, FMEA, SPC, ve MSA teknikleri olmak üzere 5 ayrı Başarı Sertifikası verilmeside opsiyonu da mevcuttur. - Kalite Geliştirme (APQP-PPAP) Sertifika Programı
Son yıllarda otomotiv sektöründe iş yapış şekli olarak en önemli gelişme; yeni ürünleri devreye alırken ilk defada hatasız, verimli ve düşük maliyetle ürünler piyasaya sunmak için dizayn edilmiş ve birbirine entegre tekniklerin kullanıldığı APQP olarak isimlendirilen İleri Ürün Kalite Planlaması olarak dilimize yerleşen önemli bir sürecin hayata geçirilmesi olmuştur. Bu süreçle mümkün olduğunca müşteri isteklerine hassas, hızlı ilerleyen ve hızlı reaksiyon göstermeyi ön planda tutan sisteme kavuşulması hedeflenmektedir. Otomotiv sektöründe faaliyet gösteren ve önde gelen ana sanayi şirketlerine ürün tedarik eden kuruluşların çalışanlarının alması zaten gerekli olan (APQP-PPAP, FMEA, SPC, MSA, Kontrol Planları, 5S ve 8D) eğitimlerin gerçek sırası içinde birbirine entegre olarak sunulduğu bu program; InoTec`in otomotiv sektöründeki ve diğer eğitim programlarındaki deneyimi ile ortaya konulmuş, ülkemizde benzeri bulunmayan içerik ve metotlarla sunulmaktadır. On adımda PPAP yolculuğu olarak da isimlendirilen program; Fiyat Teklifi Sunumundan itibaren, on adımda (on gün) müşteri isteklerine uygun etkin proses dizaynı sonucu üretilmiş parçaların PPAP Dosyaları ile sunumuna kadar geçen tüm süreci uygulamalarla desteklenmiş şekilde ele almaktadır. Program genel katılıma açk programlandığı gibi; kurumlar özelinde de uygulanmaktadır. Profesyonel eğitmenler aracılığı ile uygulama ağırlıklı yürütülen program; katılımcıların kendi şirketlerinden getirdikleri örnekler veya bir senaryo şirketten hareket ederek sunulmaktadır. Tüm katılımcılara Katılım Sertifikası ve Plaket, program sonunda gerçekleştirilen sınavdan başarı elde eden Katılımcılara Başarı Sertifikası verilmektedir. Diğer taraftan program detayında yeralan tekniklerle ilgili olarak etkinlik değerlendirme sınavından başarı elde edilmesi halinde APQP-PPAP, FMEA, SPC, ve MSA teknikleri olmak üzere 5 ayrı Başarı Sertifikası verilmeside opsiyonu da mevcuttur. - Kalite Geliştirme (APQP-PPAP) Sertifika Programı
Son yıllarda otomotiv sektöründe iş yapış şekli olarak en önemli gelişme; yeni ürünleri devreye alırken ilk defada hatasız, verimli ve düşük maliyetle ürünler piyasaya sunmak için dizayn edilmiş ve birbirine entegre tekniklerin kullanıldığı APQP olarak isimlendirilen İleri Ürün Kalite Planlaması olarak dilimize yerleşen önemli bir sürecin hayata geçirilmesi olmuştur. Bu süreçle mümkün olduğunca müşteri isteklerine hassas, hızlı ilerleyen ve hızlı reaksiyon göstermeyi ön planda tutan sisteme kavuşulması hedeflenmektedir. Otomotiv sektöründe faaliyet gösteren ve önde gelen ana sanayi şirketlerine ürün tedarik eden kuruluşların çalışanlarının alması zaten gerekli olan (APQP-PPAP, FMEA, SPC, MSA, Kontrol Planları, 5S ve 8D) eğitimlerin gerçek sırası içinde birbirine entegre olarak sunulduğu bu program; InoTec`in otomotiv sektöründeki ve diğer eğitim programlarındaki deneyimi ile ortaya konulmuş, ülkemizde benzeri bulunmayan içerik ve metotlarla sunulmaktadır. On adımda PPAP yolculuğu olarak da isimlendirilen program; Fiyat Teklifi Sunumundan itibaren, on adımda (on gün) müşteri isteklerine uygun etkin proses dizaynı sonucu üretilmiş parçaların PPAP Dosyaları ile sunumuna kadar geçen tüm süreci uygulamalarla desteklenmiş şekilde ele almaktadır. Program genel katılıma açk programlandığı gibi; kurumlar özelinde de uygulanmaktadır. Profesyonel eğitmenler aracılığı ile uygulama ağırlıklı yürütülen program; katılımcıların kendi şirketlerinden getirdikleri örnekler veya bir senaryo şirketten hareket ederek sunulmaktadır. Tüm katılımcılara Katılım Sertifikası ve Plaket, program sonunda gerçekleştirilen sınavdan başarı elde eden Katılımcılara Başarı Sertifikası verilmektedir. Diğer taraftan program detayında yeralan tekniklerle ilgili olarak etkinlik değerlendirme sınavından başarı elde edilmesi halinde APQP-PPAP, FMEA, SPC, ve MSA teknikleri olmak üzere 5 ayrı Başarı Sertifikası verilmeside opsiyonu da mevcuttur. - Kalite Geliştirme (APQP-PPAP) Sertifika Programı
Son yıllarda otomotiv sektöründe iş yapış şekli olarak en önemli gelişme; yeni ürünleri devreye alırken ilk defada hatasız, verimli ve düşük maliyetle ürünler piyasaya sunmak için dizayn edilmiş ve birbirine entegre tekniklerin kullanıldığı APQP olarak isimlendirilen İleri Ürün Kalite Planlaması olarak dilimize yerleşen önemli bir sürecin hayata geçirilmesi olmuştur. Bu süreçle mümkün olduğunca müşteri isteklerine hassas, hızlı ilerleyen ve hızlı reaksiyon göstermeyi ön planda tutan sisteme kavuşulması hedeflenmektedir. Otomotiv sektöründe faaliyet gösteren ve önde gelen ana sanayi şirketlerine ürün tedarik eden kuruluşların çalışanlarının alması zaten gerekli olan (APQP-PPAP, FMEA, SPC, MSA, Kontrol Planları, 5S ve 8D) eğitimlerin gerçek sırası içinde birbirine entegre olarak sunulduğu bu program; InoTec`in otomotiv sektöründeki ve diğer eğitim programlarındaki deneyimi ile ortaya konulmuş, ülkemizde benzeri bulunmayan içerik ve metotlarla sunulmaktadır. On adımda PPAP yolculuğu olarak da isimlendirilen program; Fiyat Teklifi Sunumundan itibaren, on adımda (on gün) müşteri isteklerine uygun etkin proses dizaynı sonucu üretilmiş parçaların PPAP Dosyaları ile sunumuna kadar geçen tüm süreci uygulamalarla desteklenmiş şekilde ele almaktadır. Program genel katılıma açk programlandığı gibi; kurumlar özelinde de uygulanmaktadır. Profesyonel eğitmenler aracılığı ile uygulama ağırlıklı yürütülen program; katılımcıların kendi şirketlerinden getirdikleri örnekler veya bir senaryo şirketten hareket ederek sunulmaktadır. Tüm katılımcılara Katılım Sertifikası ve Plaket, program sonunda gerçekleştirilen sınavdan başarı elde eden Katılımcılara Başarı Sertifikası verilmektedir. Diğer taraftan program detayında yeralan tekniklerle ilgili olarak etkinlik değerlendirme sınavından başarı elde edilmesi halinde APQP-PPAP, FMEA, SPC, ve MSA teknikleri olmak üzere 5 ayrı Başarı Sertifikası verilmeside opsiyonu da mevcuttur. - Kalite Geliştirme (APQP-PPAP) Sertifika Programı
Son yıllarda otomotiv sektöründe iş yapış şekli olarak en önemli gelişme; yeni ürünleri devreye alırken ilk defada hatasız, verimli ve düşük maliyetle ürünler piyasaya sunmak için dizayn edilmiş ve birbirine entegre tekniklerin kullanıldığı APQP olarak isimlendirilen İleri Ürün Kalite Planlaması olarak dilimize yerleşen önemli bir sürecin hayata geçirilmesi olmuştur. Bu süreçle mümkün olduğunca müşteri isteklerine hassas, hızlı ilerleyen ve hızlı reaksiyon göstermeyi ön planda tutan sisteme kavuşulması hedeflenmektedir. Otomotiv sektöründe faaliyet gösteren ve önde gelen ana sanayi şirketlerine ürün tedarik eden kuruluşların çalışanlarının alması zaten gerekli olan (APQP-PPAP, FMEA, SPC, MSA, Kontrol Planları, 5S ve 8D) eğitimlerin gerçek sırası içinde birbirine entegre olarak sunulduğu bu program; InoTec`in otomotiv sektöründeki ve diğer eğitim programlarındaki deneyimi ile ortaya konulmuş, ülkemizde benzeri bulunmayan içerik ve metotlarla sunulmaktadır. On adımda PPAP yolculuğu olarak da isimlendirilen program; Fiyat Teklifi Sunumundan itibaren, on adımda (on gün) müşteri isteklerine uygun etkin proses dizaynı sonucu üretilmiş parçaların PPAP Dosyaları ile sunumuna kadar geçen tüm süreci uygulamalarla desteklenmiş şekilde ele almaktadır. Program genel katılıma açk programlandığı gibi; kurumlar özelinde de uygulanmaktadır. Profesyonel eğitmenler aracılığı ile uygulama ağırlıklı yürütülen program; katılımcıların kendi şirketlerinden getirdikleri örnekler veya bir senaryo şirketten hareket ederek sunulmaktadır. Tüm katılımcılara Katılım Sertifikası ve Plaket, program sonunda gerçekleştirilen sınavdan başarı elde eden Katılımcılara Başarı Sertifikası verilmektedir. Diğer taraftan program detayında yeralan tekniklerle ilgili olarak etkinlik değerlendirme sınavından başarı elde edilmesi halinde APQP-PPAP, FMEA, SPC, ve MSA teknikleri olmak üzere 5 ayrı Başarı Sertifikası verilmeside opsiyonu da mevcuttur. - Kalite Geliştirme Sertifika Programı (APQP-PPAP Sertifika Programı)
. - Kalite Geliştirme Sertifika Programı (APQP-PPAP Sertifika Programı)
. - Kalite Geliştirme Sertifika Programı (APQP-PPAP Sertifika Programı)
. - Kalite Geliştirme Sertifika Programı (APQP-PPAP Sertifika Programı)
. - Kalite Geliştirme Sertifika Programı (APQP-PPAP Sertifika Programı)
. - Kalite Geliştirme Sertifika Programı (APQP-PPAP Sertifika Programı)
. - Kalite Yönetim Sistemi Bilgilendirme - Online
- Kalite Yönetim Sistemi Bilgilendirme - Online
- Kalite Yönetim Sistemi Bilgilendirme - Online
- Kalite Yönetim Sistemi Bilgilendirme - Online
- Kalite Yönetim Sistemi Bilgilendirme - Online
- Kalite Yönetim Sistemi Bilgilendirme - Online
- Kalite Yöneticisi Yetştirme Programı (KYYP) - Kalite Yönetim Sistemi Sertifika Programı
Kalite Yöneticisi Yetiştirme Programı; kariyer hayatında bir adım önde olmak isteyen ve halihazırda Kalite Yöneticisi olan profesyonellerin yanında, kariyerlerine Kalite Yöneticisi olarak devam etmek isteyenlerin ihtiyaçlarına cevap verecek nitelikte dizayn edilmiştir. 4 modülden oluşan program; ilk olarak kuruluşların ve içinde faaliyet gösterdikleri pazarın dinamiklerinin katılımcılar tarafından anlaşılmasından başlayıp, kalite standartlarının hangi ortamda geliştiği ve gelecekte nereye gideceğine odaklanmaktadır. İkinci modülden itibaren herhangi bir Kalite Yöneticisi`nin iş hayatında ihtiyaç duyduğu standar bilgisi, süreç yönetimi, sistem dokümantasyonu ve sistemin denetimi gibi becerilerin kendisine kazandırılmasını sağlamaktadır. Üçüncü modül kuruluşlar içinde sürdürülen faaliyetlerin performansını izlemeyi ve bunlar aracılığı ile tepe yönetimin sağlıklı kararlar almasında rol olmayı hedeflemektedir. Son olarak dördüncü modül aracılığı ile Kalite Yöneticisi`nin günlük kariyer hayatında olaylara analitik düşünce tarzı ile yaklaşmasını sağlamak hedeflenmektedir. - Kalite Yöneticisi Yetştirme Programı (KYYP) - Kalite Yönetim Sistemi Sertifika Programı
Kalite Yöneticisi Yetiştirme Programı; kariyer hayatında bir adım önde olmak isteyen ve halihazırda Kalite Yöneticisi olan profesyonellerin yanında, kariyerlerine Kalite Yöneticisi olarak devam etmek isteyenlerin ihtiyaçlarına cevap verecek nitelikte dizayn edilmiştir. 4 modülden oluşan program; ilk olarak kuruluşların ve içinde faaliyet gösterdikleri pazarın dinamiklerinin katılımcılar tarafından anlaşılmasından başlayıp, kalite standartlarının hangi ortamda geliştiği ve gelecekte nereye gideceğine odaklanmaktadır. İkinci modülden itibaren herhangi bir Kalite Yöneticisi`nin iş hayatında ihtiyaç duyduğu standar bilgisi, süreç yönetimi, sistem dokümantasyonu ve sistemin denetimi gibi becerilerin kendisine kazandırılmasını sağlamaktadır. Üçüncü modül kuruluşlar içinde sürdürülen faaliyetlerin performansını izlemeyi ve bunlar aracılığı ile tepe yönetimin sağlıklı kararlar almasında rol olmayı hedeflemektedir. Son olarak dördüncü modül aracılığı ile Kalite Yöneticisi`nin günlük kariyer hayatında olaylara analitik düşünce tarzı ile yaklaşmasını sağlamak hedeflenmektedir. - Kalite Yöneticisi Yetştirme Programı (KYYP) - Kalite Yönetim Sistemi Sertifika Programı
Kalite Yöneticisi Yetiştirme Programı; kariyer hayatında bir adım önde olmak isteyen ve halihazırda Kalite Yöneticisi olan profesyonellerin yanında, kariyerlerine Kalite Yöneticisi olarak devam etmek isteyenlerin ihtiyaçlarına cevap verecek nitelikte dizayn edilmiştir. 4 modülden oluşan program; ilk olarak kuruluşların ve içinde faaliyet gösterdikleri pazarın dinamiklerinin katılımcılar tarafından anlaşılmasından başlayıp, kalite standartlarının hangi ortamda geliştiği ve gelecekte nereye gideceğine odaklanmaktadır. İkinci modülden itibaren herhangi bir Kalite Yöneticisi`nin iş hayatında ihtiyaç duyduğu standar bilgisi, süreç yönetimi, sistem dokümantasyonu ve sistemin denetimi gibi becerilerin kendisine kazandırılmasını sağlamaktadır. Üçüncü modül kuruluşlar içinde sürdürülen faaliyetlerin performansını izlemeyi ve bunlar aracılığı ile tepe yönetimin sağlıklı kararlar almasında rol olmayı hedeflemektedir. Son olarak dördüncü modül aracılığı ile Kalite Yöneticisi`nin günlük kariyer hayatında olaylara analitik düşünce tarzı ile yaklaşmasını sağlamak hedeflenmektedir. - Kalite Yöneticisi Yetştirme Programı (KYYP) - Kalite Yönetim Sistemi Sertifika Programı
Kalite Yöneticisi Yetiştirme Programı; kariyer hayatında bir adım önde olmak isteyen ve halihazırda Kalite Yöneticisi olan profesyonellerin yanında, kariyerlerine Kalite Yöneticisi olarak devam etmek isteyenlerin ihtiyaçlarına cevap verecek nitelikte dizayn edilmiştir. 4 modülden oluşan program; ilk olarak kuruluşların ve içinde faaliyet gösterdikleri pazarın dinamiklerinin katılımcılar tarafından anlaşılmasından başlayıp, kalite standartlarının hangi ortamda geliştiği ve gelecekte nereye gideceğine odaklanmaktadır. İkinci modülden itibaren herhangi bir Kalite Yöneticisi`nin iş hayatında ihtiyaç duyduğu standar bilgisi, süreç yönetimi, sistem dokümantasyonu ve sistemin denetimi gibi becerilerin kendisine kazandırılmasını sağlamaktadır. Üçüncü modül kuruluşlar içinde sürdürülen faaliyetlerin performansını izlemeyi ve bunlar aracılığı ile tepe yönetimin sağlıklı kararlar almasında rol olmayı hedeflemektedir. Son olarak dördüncü modül aracılığı ile Kalite Yöneticisi`nin günlük kariyer hayatında olaylara analitik düşünce tarzı ile yaklaşmasını sağlamak hedeflenmektedir. - Kalite Yöneticisi Yetştirme Programı (KYYP) - Kalite Yönetim Sistemi Sertifika Programı
Kalite Yöneticisi Yetiştirme Programı; kariyer hayatında bir adım önde olmak isteyen ve halihazırda Kalite Yöneticisi olan profesyonellerin yanında, kariyerlerine Kalite Yöneticisi olarak devam etmek isteyenlerin ihtiyaçlarına cevap verecek nitelikte dizayn edilmiştir. 4 modülden oluşan program; ilk olarak kuruluşların ve içinde faaliyet gösterdikleri pazarın dinamiklerinin katılımcılar tarafından anlaşılmasından başlayıp, kalite standartlarının hangi ortamda geliştiği ve gelecekte nereye gideceğine odaklanmaktadır. İkinci modülden itibaren herhangi bir Kalite Yöneticisi`nin iş hayatında ihtiyaç duyduğu standar bilgisi, süreç yönetimi, sistem dokümantasyonu ve sistemin denetimi gibi becerilerin kendisine kazandırılmasını sağlamaktadır. Üçüncü modül kuruluşlar içinde sürdürülen faaliyetlerin performansını izlemeyi ve bunlar aracılığı ile tepe yönetimin sağlıklı kararlar almasında rol olmayı hedeflemektedir. Son olarak dördüncü modül aracılığı ile Kalite Yöneticisi`nin günlük kariyer hayatında olaylara analitik düşünce tarzı ile yaklaşmasını sağlamak hedeflenmektedir. - Kalite Yöneticisi Yetştirme Programı (KYYP) - Kalite Yönetim Sistemi Sertifika Programı
Kalite Yöneticisi Yetiştirme Programı; kariyer hayatında bir adım önde olmak isteyen ve halihazırda Kalite Yöneticisi olan profesyonellerin yanında, kariyerlerine Kalite Yöneticisi olarak devam etmek isteyenlerin ihtiyaçlarına cevap verecek nitelikte dizayn edilmiştir. 4 modülden oluşan program; ilk olarak kuruluşların ve içinde faaliyet gösterdikleri pazarın dinamiklerinin katılımcılar tarafından anlaşılmasından başlayıp, kalite standartlarının hangi ortamda geliştiği ve gelecekte nereye gideceğine odaklanmaktadır. İkinci modülden itibaren herhangi bir Kalite Yöneticisi`nin iş hayatında ihtiyaç duyduğu standar bilgisi, süreç yönetimi, sistem dokümantasyonu ve sistemin denetimi gibi becerilerin kendisine kazandırılmasını sağlamaktadır. Üçüncü modül kuruluşlar içinde sürdürülen faaliyetlerin performansını izlemeyi ve bunlar aracılığı ile tepe yönetimin sağlıklı kararlar almasında rol olmayı hedeflemektedir. Son olarak dördüncü modül aracılığı ile Kalite Yöneticisi`nin günlük kariyer hayatında olaylara analitik düşünce tarzı ile yaklaşmasını sağlamak hedeflenmektedir. - Kalite Yönetim Sistemi (Otomotiv) Eğitim Paketi (ISO-SCAN Analizi HEDİYE)
Otomotiv sektöründe faaliyet gösteren kuruluşların tüm süreçlerini kapsayan ve zorunlu hale gelmiş yönetim sistemi ISO/TS 16949 Teknik Spesifikasyonu, 2015 yılında revize edilen ISO 9001 standardına uygun olarak, 2016 yılında revize edilmiş IATF 16949 Kalite Yönetim Sistemi olarak yayınlanmıştır. Standartların revizyonları ile birlikte süreç yönetiminin risk bazlı analiz edilmesi, planlanması, uygulanması ve kontrol edilmesi ön plana çıkmıştır. Revizyona uğrayan standartlar doğrultusunda oluşan yeni yaklaşıma göre IATF 16949:2016 ve ISO 9001:2015 Kalite Yönetim Sistemi Temel Şartlar, İç Denetçi, Risk Bazlı Süreç Yönetimi ve Takım Bazlı Problem Çözme Süreci (8D) konularını “Kalite Yönetim Sistemi (Otomotiv) Eğitim Paketi” ile bünyenizdeki çalışanlarınıza entegre etmeyi amaçlıyoruz. - Kalite Yönetim Sistemi (Otomotiv) Eğitim Paketi (ISO-SCAN Analizi HEDİYE)
Otomotiv sektöründe faaliyet gösteren kuruluşların tüm süreçlerini kapsayan ve zorunlu hale gelmiş yönetim sistemi ISO/TS 16949 Teknik Spesifikasyonu, 2015 yılında revize edilen ISO 9001 standardına uygun olarak, 2016 yılında revize edilmiş IATF 16949 Kalite Yönetim Sistemi olarak yayınlanmıştır. Standartların revizyonları ile birlikte süreç yönetiminin risk bazlı analiz edilmesi, planlanması, uygulanması ve kontrol edilmesi ön plana çıkmıştır. Revizyona uğrayan standartlar doğrultusunda oluşan yeni yaklaşıma göre IATF 16949:2016 ve ISO 9001:2015 Kalite Yönetim Sistemi Temel Şartlar, İç Denetçi, Risk Bazlı Süreç Yönetimi ve Takım Bazlı Problem Çözme Süreci (8D) konularını “Kalite Yönetim Sistemi (Otomotiv) Eğitim Paketi” ile bünyenizdeki çalışanlarınıza entegre etmeyi amaçlıyoruz. - Kalite Yönetim Sistemi (Otomotiv) Eğitim Paketi (ISO-SCAN Analizi HEDİYE)
Otomotiv sektöründe faaliyet gösteren kuruluşların tüm süreçlerini kapsayan ve zorunlu hale gelmiş yönetim sistemi ISO/TS 16949 Teknik Spesifikasyonu, 2015 yılında revize edilen ISO 9001 standardına uygun olarak, 2016 yılında revize edilmiş IATF 16949 Kalite Yönetim Sistemi olarak yayınlanmıştır. Standartların revizyonları ile birlikte süreç yönetiminin risk bazlı analiz edilmesi, planlanması, uygulanması ve kontrol edilmesi ön plana çıkmıştır. Revizyona uğrayan standartlar doğrultusunda oluşan yeni yaklaşıma göre IATF 16949:2016 ve ISO 9001:2015 Kalite Yönetim Sistemi Temel Şartlar, İç Denetçi, Risk Bazlı Süreç Yönetimi ve Takım Bazlı Problem Çözme Süreci (8D) konularını “Kalite Yönetim Sistemi (Otomotiv) Eğitim Paketi” ile bünyenizdeki çalışanlarınıza entegre etmeyi amaçlıyoruz. - Kalite Yönetim Sistemi (Otomotiv) Eğitim Paketi (ISO-SCAN Analizi HEDİYE)
Otomotiv sektöründe faaliyet gösteren kuruluşların tüm süreçlerini kapsayan ve zorunlu hale gelmiş yönetim sistemi ISO/TS 16949 Teknik Spesifikasyonu, 2015 yılında revize edilen ISO 9001 standardına uygun olarak, 2016 yılında revize edilmiş IATF 16949 Kalite Yönetim Sistemi olarak yayınlanmıştır. Standartların revizyonları ile birlikte süreç yönetiminin risk bazlı analiz edilmesi, planlanması, uygulanması ve kontrol edilmesi ön plana çıkmıştır. Revizyona uğrayan standartlar doğrultusunda oluşan yeni yaklaşıma göre IATF 16949:2016 ve ISO 9001:2015 Kalite Yönetim Sistemi Temel Şartlar, İç Denetçi, Risk Bazlı Süreç Yönetimi ve Takım Bazlı Problem Çözme Süreci (8D) konularını “Kalite Yönetim Sistemi (Otomotiv) Eğitim Paketi” ile bünyenizdeki çalışanlarınıza entegre etmeyi amaçlıyoruz. - Kalite Yönetim Sistemi (Otomotiv) Eğitim Paketi (ISO-SCAN Analizi HEDİYE)
Otomotiv sektöründe faaliyet gösteren kuruluşların tüm süreçlerini kapsayan ve zorunlu hale gelmiş yönetim sistemi ISO/TS 16949 Teknik Spesifikasyonu, 2015 yılında revize edilen ISO 9001 standardına uygun olarak, 2016 yılında revize edilmiş IATF 16949 Kalite Yönetim Sistemi olarak yayınlanmıştır. Standartların revizyonları ile birlikte süreç yönetiminin risk bazlı analiz edilmesi, planlanması, uygulanması ve kontrol edilmesi ön plana çıkmıştır. Revizyona uğrayan standartlar doğrultusunda oluşan yeni yaklaşıma göre IATF 16949:2016 ve ISO 9001:2015 Kalite Yönetim Sistemi Temel Şartlar, İç Denetçi, Risk Bazlı Süreç Yönetimi ve Takım Bazlı Problem Çözme Süreci (8D) konularını “Kalite Yönetim Sistemi (Otomotiv) Eğitim Paketi” ile bünyenizdeki çalışanlarınıza entegre etmeyi amaçlıyoruz. - Kalite Yönetim Sistemi (Otomotiv) Eğitim Paketi (ISO-SCAN Analizi HEDİYE)
Otomotiv sektöründe faaliyet gösteren kuruluşların tüm süreçlerini kapsayan ve zorunlu hale gelmiş yönetim sistemi ISO/TS 16949 Teknik Spesifikasyonu, 2015 yılında revize edilen ISO 9001 standardına uygun olarak, 2016 yılında revize edilmiş IATF 16949 Kalite Yönetim Sistemi olarak yayınlanmıştır. Standartların revizyonları ile birlikte süreç yönetiminin risk bazlı analiz edilmesi, planlanması, uygulanması ve kontrol edilmesi ön plana çıkmıştır. Revizyona uğrayan standartlar doğrultusunda oluşan yeni yaklaşıma göre IATF 16949:2016 ve ISO 9001:2015 Kalite Yönetim Sistemi Temel Şartlar, İç Denetçi, Risk Bazlı Süreç Yönetimi ve Takım Bazlı Problem Çözme Süreci (8D) konularını “Kalite Yönetim Sistemi (Otomotiv) Eğitim Paketi” ile bünyenizdeki çalışanlarınıza entegre etmeyi amaçlıyoruz. - KANBAN - Malzeme Yönetim Sistemi
KANBAN ilk defa Toyota’nın Japonya’da geliştirdiği bir malzeme yönetim sistemidir. Üretim bölümlerinin birbiri arasında ve depolarla üretim bölümleri arasında itme sistemi yerine çekme sistemi oluşturularak müşteri proseslerin malzeme beklemeden üretim yapabilmesine imkan sağlayan ve stok seviyelerini optimum seviyede tutar. - KANBAN - Malzeme Yönetim Sistemi
KANBAN ilk defa Toyota’nın Japonya’da geliştirdiği bir malzeme yönetim sistemidir. Üretim bölümlerinin birbiri arasında ve depolarla üretim bölümleri arasında itme sistemi yerine çekme sistemi oluşturularak müşteri proseslerin malzeme beklemeden üretim yapabilmesine imkan sağlayan ve stok seviyelerini optimum seviyede tutar. - KANBAN - Malzeme Yönetim Sistemi
KANBAN ilk defa Toyota’nın Japonya’da geliştirdiği bir malzeme yönetim sistemidir. Üretim bölümlerinin birbiri arasında ve depolarla üretim bölümleri arasında itme sistemi yerine çekme sistemi oluşturularak müşteri proseslerin malzeme beklemeden üretim yapabilmesine imkan sağlayan ve stok seviyelerini optimum seviyede tutar. - KANBAN - Malzeme Yönetim Sistemi
KANBAN ilk defa Toyota’nın Japonya’da geliştirdiği bir malzeme yönetim sistemidir. Üretim bölümlerinin birbiri arasında ve depolarla üretim bölümleri arasında itme sistemi yerine çekme sistemi oluşturularak müşteri proseslerin malzeme beklemeden üretim yapabilmesine imkan sağlayan ve stok seviyelerini optimum seviyede tutar. - KANBAN - Malzeme Yönetim Sistemi
KANBAN ilk defa Toyota’nın Japonya’da geliştirdiği bir malzeme yönetim sistemidir. Üretim bölümlerinin birbiri arasında ve depolarla üretim bölümleri arasında itme sistemi yerine çekme sistemi oluşturularak müşteri proseslerin malzeme beklemeden üretim yapabilmesine imkan sağlayan ve stok seviyelerini optimum seviyede tutar. - KANBAN - Malzeme Yönetim Sistemi
KANBAN ilk defa Toyota’nın Japonya’da geliştirdiği bir malzeme yönetim sistemidir. Üretim bölümlerinin birbiri arasında ve depolarla üretim bölümleri arasında itme sistemi yerine çekme sistemi oluşturularak müşteri proseslerin malzeme beklemeden üretim yapabilmesine imkan sağlayan ve stok seviyelerini optimum seviyede tutar. - Makineler için Hata Türleri ve Etkileri Analizi (M-FMEA)
Üretim yapan işletmelerde siparişlerde yaşanan gecikmeler ve sonrasında gelen müşteri memnuniyetsizliklerinin temel sebebi, makinelerin arızalanması nedeni ile yaşanan duruşlar veya makine parametrelerinin üretim sırasında değişmesi sonucu yaşanan kalitesizliklerdir. Günlük iş yoğunluğu içerisinde fark edilemeyen veya fark edilse bile ne gibi önlem alınması gerektiği bilinmeyen makinelerin arıza belirtileri büyük üretim duruşları olarak yansımakta ve şirketin Genel Ekipman Etkinliğinin (OEE) düşmesine sebep olmaktadır. Arızalanan makineleri yeniden çalışır duruma getirmek için çabalayan bakım ekipleri de asıl yapmaları gereken bakım faaliyetlerine odaklanamamaları sebebi ile hem “tamir” ekibine dönüşmekte hem de bakımcı kabiliyetlerini yitirmektedirler. Bu perspektiften bakıldığında, makinelerin çalışanları değil, çalışanların makineleri yönetebilmeleri için makinelerde yaşanabilecek arızaların analiz edilmesi, değerlendirilmesi ve alınacak önlemlerinin belirlenmesi, yani Makineler için FMEA (M-FMEA) yönteminin uygulanması ve işletmelere sistem olarak yerleştirilmesi gerekmektedir. Geçmişte yaşanan arızalardan ders çıkartarak alınacak önlemlerin, planlı ve otonom bakım faaliyetlerine yansıtılması ile makine kaynaklı üretim duruşlarının önüne geçilmesi büyük oranda sağlanabilmektedir. - Makineler için Hata Türleri ve Etkileri Analizi (M-FMEA)
Üretim yapan işletmelerde siparişlerde yaşanan gecikmeler ve sonrasında gelen müşteri memnuniyetsizliklerinin temel sebebi, makinelerin arızalanması nedeni ile yaşanan duruşlar veya makine parametrelerinin üretim sırasında değişmesi sonucu yaşanan kalitesizliklerdir. Günlük iş yoğunluğu içerisinde fark edilemeyen veya fark edilse bile ne gibi önlem alınması gerektiği bilinmeyen makinelerin arıza belirtileri büyük üretim duruşları olarak yansımakta ve şirketin Genel Ekipman Etkinliğinin (OEE) düşmesine sebep olmaktadır. Arızalanan makineleri yeniden çalışır duruma getirmek için çabalayan bakım ekipleri de asıl yapmaları gereken bakım faaliyetlerine odaklanamamaları sebebi ile hem “tamir” ekibine dönüşmekte hem de bakımcı kabiliyetlerini yitirmektedirler. Bu perspektiften bakıldığında, makinelerin çalışanları değil, çalışanların makineleri yönetebilmeleri için makinelerde yaşanabilecek arızaların analiz edilmesi, değerlendirilmesi ve alınacak önlemlerinin belirlenmesi, yani Makineler için FMEA (M-FMEA) yönteminin uygulanması ve işletmelere sistem olarak yerleştirilmesi gerekmektedir. Geçmişte yaşanan arızalardan ders çıkartarak alınacak önlemlerin, planlı ve otonom bakım faaliyetlerine yansıtılması ile makine kaynaklı üretim duruşlarının önüne geçilmesi büyük oranda sağlanabilmektedir. - Makineler için Hata Türleri ve Etkileri Analizi (M-FMEA)
Üretim yapan işletmelerde siparişlerde yaşanan gecikmeler ve sonrasında gelen müşteri memnuniyetsizliklerinin temel sebebi, makinelerin arızalanması nedeni ile yaşanan duruşlar veya makine parametrelerinin üretim sırasında değişmesi sonucu yaşanan kalitesizliklerdir. Günlük iş yoğunluğu içerisinde fark edilemeyen veya fark edilse bile ne gibi önlem alınması gerektiği bilinmeyen makinelerin arıza belirtileri büyük üretim duruşları olarak yansımakta ve şirketin Genel Ekipman Etkinliğinin (OEE) düşmesine sebep olmaktadır. Arızalanan makineleri yeniden çalışır duruma getirmek için çabalayan bakım ekipleri de asıl yapmaları gereken bakım faaliyetlerine odaklanamamaları sebebi ile hem “tamir” ekibine dönüşmekte hem de bakımcı kabiliyetlerini yitirmektedirler. Bu perspektiften bakıldığında, makinelerin çalışanları değil, çalışanların makineleri yönetebilmeleri için makinelerde yaşanabilecek arızaların analiz edilmesi, değerlendirilmesi ve alınacak önlemlerinin belirlenmesi, yani Makineler için FMEA (M-FMEA) yönteminin uygulanması ve işletmelere sistem olarak yerleştirilmesi gerekmektedir. Geçmişte yaşanan arızalardan ders çıkartarak alınacak önlemlerin, planlı ve otonom bakım faaliyetlerine yansıtılması ile makine kaynaklı üretim duruşlarının önüne geçilmesi büyük oranda sağlanabilmektedir. - Makineler için Hata Türleri ve Etkileri Analizi (M-FMEA)
Üretim yapan işletmelerde siparişlerde yaşanan gecikmeler ve sonrasında gelen müşteri memnuniyetsizliklerinin temel sebebi, makinelerin arızalanması nedeni ile yaşanan duruşlar veya makine parametrelerinin üretim sırasında değişmesi sonucu yaşanan kalitesizliklerdir. Günlük iş yoğunluğu içerisinde fark edilemeyen veya fark edilse bile ne gibi önlem alınması gerektiği bilinmeyen makinelerin arıza belirtileri büyük üretim duruşları olarak yansımakta ve şirketin Genel Ekipman Etkinliğinin (OEE) düşmesine sebep olmaktadır. Arızalanan makineleri yeniden çalışır duruma getirmek için çabalayan bakım ekipleri de asıl yapmaları gereken bakım faaliyetlerine odaklanamamaları sebebi ile hem “tamir” ekibine dönüşmekte hem de bakımcı kabiliyetlerini yitirmektedirler. Bu perspektiften bakıldığında, makinelerin çalışanları değil, çalışanların makineleri yönetebilmeleri için makinelerde yaşanabilecek arızaların analiz edilmesi, değerlendirilmesi ve alınacak önlemlerinin belirlenmesi, yani Makineler için FMEA (M-FMEA) yönteminin uygulanması ve işletmelere sistem olarak yerleştirilmesi gerekmektedir. Geçmişte yaşanan arızalardan ders çıkartarak alınacak önlemlerin, planlı ve otonom bakım faaliyetlerine yansıtılması ile makine kaynaklı üretim duruşlarının önüne geçilmesi büyük oranda sağlanabilmektedir. - Makineler için Hata Türleri ve Etkileri Analizi (M-FMEA)
Üretim yapan işletmelerde siparişlerde yaşanan gecikmeler ve sonrasında gelen müşteri memnuniyetsizliklerinin temel sebebi, makinelerin arızalanması nedeni ile yaşanan duruşlar veya makine parametrelerinin üretim sırasında değişmesi sonucu yaşanan kalitesizliklerdir. Günlük iş yoğunluğu içerisinde fark edilemeyen veya fark edilse bile ne gibi önlem alınması gerektiği bilinmeyen makinelerin arıza belirtileri büyük üretim duruşları olarak yansımakta ve şirketin Genel Ekipman Etkinliğinin (OEE) düşmesine sebep olmaktadır. Arızalanan makineleri yeniden çalışır duruma getirmek için çabalayan bakım ekipleri de asıl yapmaları gereken bakım faaliyetlerine odaklanamamaları sebebi ile hem “tamir” ekibine dönüşmekte hem de bakımcı kabiliyetlerini yitirmektedirler. Bu perspektiften bakıldığında, makinelerin çalışanları değil, çalışanların makineleri yönetebilmeleri için makinelerde yaşanabilecek arızaların analiz edilmesi, değerlendirilmesi ve alınacak önlemlerinin belirlenmesi, yani Makineler için FMEA (M-FMEA) yönteminin uygulanması ve işletmelere sistem olarak yerleştirilmesi gerekmektedir. Geçmişte yaşanan arızalardan ders çıkartarak alınacak önlemlerin, planlı ve otonom bakım faaliyetlerine yansıtılması ile makine kaynaklı üretim duruşlarının önüne geçilmesi büyük oranda sağlanabilmektedir. - Makineler için Hata Türleri ve Etkileri Analizi (M-FMEA)
Üretim yapan işletmelerde siparişlerde yaşanan gecikmeler ve sonrasında gelen müşteri memnuniyetsizliklerinin temel sebebi, makinelerin arızalanması nedeni ile yaşanan duruşlar veya makine parametrelerinin üretim sırasında değişmesi sonucu yaşanan kalitesizliklerdir. Günlük iş yoğunluğu içerisinde fark edilemeyen veya fark edilse bile ne gibi önlem alınması gerektiği bilinmeyen makinelerin arıza belirtileri büyük üretim duruşları olarak yansımakta ve şirketin Genel Ekipman Etkinliğinin (OEE) düşmesine sebep olmaktadır. Arızalanan makineleri yeniden çalışır duruma getirmek için çabalayan bakım ekipleri de asıl yapmaları gereken bakım faaliyetlerine odaklanamamaları sebebi ile hem “tamir” ekibine dönüşmekte hem de bakımcı kabiliyetlerini yitirmektedirler. Bu perspektiften bakıldığında, makinelerin çalışanları değil, çalışanların makineleri yönetebilmeleri için makinelerde yaşanabilecek arızaların analiz edilmesi, değerlendirilmesi ve alınacak önlemlerinin belirlenmesi, yani Makineler için FMEA (M-FMEA) yönteminin uygulanması ve işletmelere sistem olarak yerleştirilmesi gerekmektedir. Geçmişte yaşanan arızalardan ders çıkartarak alınacak önlemlerin, planlı ve otonom bakım faaliyetlerine yansıtılması ile makine kaynaklı üretim duruşlarının önüne geçilmesi büyük oranda sağlanabilmektedir. - MSA-MFU Eğitimi
- MSA-MFU Eğitimi
- MSA-MFU Eğitimi
- MSA-MFU Eğitimi
- MSA-MFU Eğitimi
- MSA-MFU Eğitimi
- Octopus Program Ar-Ge Mühendisi Geliştirme Programı
OCTOPUS PROGRAM NEDİR?
Octopus Program, InoTec Akademi uzmanlarının on yılı aşan tecrübesi ile hazırladığı, bir uzmanlık seviyesi belirleme ve geliştirme programıdır.
Ar-Ge Mühendisi için belirlenen yetkinliklerin gereklerine göre hazırlanan eğitim modülleri 8 seviyeyi kapsayacak şekilde 4 modülden oluşmaktadır.
Modüller kapsamında yer alan eğitim konu başlıkları hem teorik hem de pratik bilgi aktarım yöntemleri ile yetkinliklerin geliştirilmesini hedeflemektedir.
- Octopus Program Ar-Ge Mühendisi Geliştirme Programı
OCTOPUS PROGRAM NEDİR?
Octopus Program, InoTec Akademi uzmanlarının on yılı aşan tecrübesi ile hazırladığı, bir uzmanlık seviyesi belirleme ve geliştirme programıdır.
Ar-Ge Mühendisi için belirlenen yetkinliklerin gereklerine göre hazırlanan eğitim modülleri 8 seviyeyi kapsayacak şekilde 4 modülden oluşmaktadır.
Modüller kapsamında yer alan eğitim konu başlıkları hem teorik hem de pratik bilgi aktarım yöntemleri ile yetkinliklerin geliştirilmesini hedeflemektedir.
- Octopus Program Ar-Ge Mühendisi Geliştirme Programı
OCTOPUS PROGRAM NEDİR?
Octopus Program, InoTec Akademi uzmanlarının on yılı aşan tecrübesi ile hazırladığı, bir uzmanlık seviyesi belirleme ve geliştirme programıdır.
Ar-Ge Mühendisi için belirlenen yetkinliklerin gereklerine göre hazırlanan eğitim modülleri 8 seviyeyi kapsayacak şekilde 4 modülden oluşmaktadır.
Modüller kapsamında yer alan eğitim konu başlıkları hem teorik hem de pratik bilgi aktarım yöntemleri ile yetkinliklerin geliştirilmesini hedeflemektedir.
- Octopus Program Ar-Ge Mühendisi Geliştirme Programı
OCTOPUS PROGRAM NEDİR?
Octopus Program, InoTec Akademi uzmanlarının on yılı aşan tecrübesi ile hazırladığı, bir uzmanlık seviyesi belirleme ve geliştirme programıdır.
Ar-Ge Mühendisi için belirlenen yetkinliklerin gereklerine göre hazırlanan eğitim modülleri 8 seviyeyi kapsayacak şekilde 4 modülden oluşmaktadır.
Modüller kapsamında yer alan eğitim konu başlıkları hem teorik hem de pratik bilgi aktarım yöntemleri ile yetkinliklerin geliştirilmesini hedeflemektedir.
- Octopus Program Ar-Ge Mühendisi Geliştirme Programı
OCTOPUS PROGRAM NEDİR?
Octopus Program, InoTec Akademi uzmanlarının on yılı aşan tecrübesi ile hazırladığı, bir uzmanlık seviyesi belirleme ve geliştirme programıdır.
Ar-Ge Mühendisi için belirlenen yetkinliklerin gereklerine göre hazırlanan eğitim modülleri 8 seviyeyi kapsayacak şekilde 4 modülden oluşmaktadır.
Modüller kapsamında yer alan eğitim konu başlıkları hem teorik hem de pratik bilgi aktarım yöntemleri ile yetkinliklerin geliştirilmesini hedeflemektedir.
- Octopus Program Ar-Ge Mühendisi Geliştirme Programı
OCTOPUS PROGRAM NEDİR?
Octopus Program, InoTec Akademi uzmanlarının on yılı aşan tecrübesi ile hazırladığı, bir uzmanlık seviyesi belirleme ve geliştirme programıdır.
Ar-Ge Mühendisi için belirlenen yetkinliklerin gereklerine göre hazırlanan eğitim modülleri 8 seviyeyi kapsayacak şekilde 4 modülden oluşmaktadır.
Modüller kapsamında yer alan eğitim konu başlıkları hem teorik hem de pratik bilgi aktarım yöntemleri ile yetkinliklerin geliştirilmesini hedeflemektedir.
- Otomotiv Sektörü için Kalite Mühendisi Yetiştirme Sertifika Programı
Kalite Mühendisi Yetiştirme Programı; ürün/hizmet ve süreç kalitesini belirlemek, ölçmek ve iyileştirmek isteyen kişi ve kuruluşların ihtiyaçlarına cevap verecek şekilde dizayn edilmiştir. Bu program ile otomotiv sektöründeki kuruluşlarda kalite yönetim ve iyileştirme faaliyetlerinin planlama ve uygulanmasında liderlik yapabilecek bilgi seviyesine ulaşmış Kalite Mühendisleri yetiştirilmesi hedeflenmektedir.
6 modülden oluşan program; ilk olarak Kalite Mühendislerinin sahip olması gereken yetkinlikleri, görevleri, temel kalite bilgileri ve sektör içinde faaliyet gösterdikleri pazarın dinamiklerinin katılımcılar tarafından anlaşılmasından başlamaktadır. İkinci modülden itibaren bir Kalite Mühendisinin otomotiv sektöründe ihtiyaç duyduğu ISO 9001:2015 ve IATF 16949:2016 Kalite Yönetim Sistemi standart bilgisi ve diğer yönetim sistemleri temel bilgileri kendisine kazandırılmaktadır. Üçüncü modülde; IATF 16949 Kalite Yönetim Sistemi İç Denetimi ile birlikte; tedarikçi denetimi, süreç denetimi ve ürün denetimi yolu ile kuruluşlar içinde sürdürülen faaliyetlerin performansının izlenerek kontrol altına alınması hedeflenmektedir. Dördüncü modülde ürün ve süreçlerin yönetiminin planlanması, kontrol sistemlerin tasarlanması, uygulama ve geliştirilmesi esas alınmıştır. Beşinci modülde; Kalite Mühendisinin olaylara analitik düşünce tarzıyla yaklaşmasının sağlanması hedeflemekte ve problemleri çözmek için kullanabilecekleri özel kalite geliştirme araç ve teknikleri katılımcılara aktarılacaktır. Son olarak altıncı modülde; tepe yönetimin sağlıklı karar alması amacıyla, kuruluş içinde sürdürülen kalite ve kontrol faaliyetlerinin performansının raporlanmasında kullanılacak teknikler ve yöntemler ele alınmaktadır.
Program mezunlarımıza aşağıdaki 4 sertifika verilmektedir:
1. Otomotiv Sektörü için Kalite Mühendisi Yetiştirme Programı Sertifikası
2. ISO 9001:2015 ve IATF 16949:2016 Kalite Yönetim Sistemi Temel Şartlar Sertifikası
3. ISO 9001:2015 ve IATF 16949:2016 Kalite Yönetim Sistemleri İç Denetçi Sertifikası
4. APQP-PPAP Sertifikası - Otomotiv Sektörü için Proje Mühendisi Yetiştirme Sertifika Programı
Şirketlerin kalitelerini yükseltmesi ve gelişimini sürdürmesi, kendi yapısında sürdürdüğü faaliyetleri proje sistematiği içerisinde gerçekleştirmesine ve sonuca erdirmesine bağlıdır. Bu doğrultuda, son dönemde otomotiv sektöründe faaliyet gösteren kuruluşların verdiği iş ilanları arasında en fazla göze çarpanlar “Proje Mühendisi” veya ”Proje Yöneticisi” pozisyonlarıdır. Proje Mühendisliği görevi proje yönetiminden, ürün geliştirme süreci ve bu kapsamda kullanılan tekniklere, proses geliştirme süreci adımları ve yine bu kapsamda kullanılan tüm tekniklere hakimiyet gerektirmektedir. Diğer taraftan bir proje mühendisinin etkin olarak çalışabilmesi ve şirketine yararlı olabilmesi için mevcut projelerde tecrübe elde etmiş ve çok sayıdaki teknik bilgiyi öğrenmiş olması gerekmektedir.
InoTec bu sertifika programını, otomotiv sektöründe faaliyet gösteren kurumlarda Proje Mühendisi veya Proje Yöneticisi olarak görev alan, ürün ve proses geliştirme sürecine aktif olarak katılan çalışanlara özel olarak dizayn etmiştir. Programdan mezun olan bir Proje Mühendisi, projenin yürütülmesi sırasında gerek müşterilerle ve gerekse kurum içi departman çalışanları arasındaki koordinasyonu etkin olarak yürütürken, kurumuna ciddi oranda değer katacaktır.
Program sonunda şu 7 adet sertifika verilmektedir:
1. Otomotiv Sektörü için Proje Mühendisi Yetiştirme Sertifika Programı Sertifikası
2. Kalite Fonksiyonları Geliştirme Tekniği Sertifikası (QFD)
3. AIAG-VDA FMEA Sertifikası
4. Ölçüm Sistemi Analizi Sertifikası (MSA)
5. 8D Problem Çözme Tekniği Sertifikası
6. İstatistiksel Proses Kontrol Sertifikası (SPC)
7. APQP-PPAP Programı Sertifikası
- Personel Seçme-Yerleştirme ve Oryantasyon Süreci
Şirketin misyonunu yerine getirerek vizyona hizmet edecek ve temel değerlerini yetkinlikleriyle paylaşabilecek çalışanları şirket bünyesine katmak, stratejik hedeflere ulaşmanın en önemli adımlarından biridir. Bu anlamda kişi-iş ve kişi-kurum kültürü uyumunu belirleyebilmek için seçme-yerleştirme sürecinin etkin bir şekilde yürütülmesi ve oryantasyonla tamamlanması gerekmektedir. - Personel Seçme-Yerleştirme ve Oryantasyon Süreci
Şirketin misyonunu yerine getirerek vizyona hizmet edecek ve temel değerlerini yetkinlikleriyle paylaşabilecek çalışanları şirket bünyesine katmak, stratejik hedeflere ulaşmanın en önemli adımlarından biridir. Bu anlamda kişi-iş ve kişi-kurum kültürü uyumunu belirleyebilmek için seçme-yerleştirme sürecinin etkin bir şekilde yürütülmesi ve oryantasyonla tamamlanması gerekmektedir. - Personel Seçme-Yerleştirme ve Oryantasyon Süreci
Şirketin misyonunu yerine getirerek vizyona hizmet edecek ve temel değerlerini yetkinlikleriyle paylaşabilecek çalışanları şirket bünyesine katmak, stratejik hedeflere ulaşmanın en önemli adımlarından biridir. Bu anlamda kişi-iş ve kişi-kurum kültürü uyumunu belirleyebilmek için seçme-yerleştirme sürecinin etkin bir şekilde yürütülmesi ve oryantasyonla tamamlanması gerekmektedir. - Personel Seçme-Yerleştirme ve Oryantasyon Süreci
Şirketin misyonunu yerine getirerek vizyona hizmet edecek ve temel değerlerini yetkinlikleriyle paylaşabilecek çalışanları şirket bünyesine katmak, stratejik hedeflere ulaşmanın en önemli adımlarından biridir. Bu anlamda kişi-iş ve kişi-kurum kültürü uyumunu belirleyebilmek için seçme-yerleştirme sürecinin etkin bir şekilde yürütülmesi ve oryantasyonla tamamlanması gerekmektedir. - Personel Seçme-Yerleştirme ve Oryantasyon Süreci
Şirketin misyonunu yerine getirerek vizyona hizmet edecek ve temel değerlerini yetkinlikleriyle paylaşabilecek çalışanları şirket bünyesine katmak, stratejik hedeflere ulaşmanın en önemli adımlarından biridir. Bu anlamda kişi-iş ve kişi-kurum kültürü uyumunu belirleyebilmek için seçme-yerleştirme sürecinin etkin bir şekilde yürütülmesi ve oryantasyonla tamamlanması gerekmektedir. - Personel Seçme-Yerleştirme ve Oryantasyon Süreci
Şirketin misyonunu yerine getirerek vizyona hizmet edecek ve temel değerlerini yetkinlikleriyle paylaşabilecek çalışanları şirket bünyesine katmak, stratejik hedeflere ulaşmanın en önemli adımlarından biridir. Bu anlamda kişi-iş ve kişi-kurum kültürü uyumunu belirleyebilmek için seçme-yerleştirme sürecinin etkin bir şekilde yürütülmesi ve oryantasyonla tamamlanması gerekmektedir. - Poka Yoke Uygulamaları
Üretimde hatalar oluşmadan önce, hataları kaynağında önleme maliyetlerin düşürülmesinde büyük ölçüde önem taşımaktadır. Bu hataların önlenmesine yönelik olarak kullanılan her türlü mekanizma Poka-Yoke olarak adlandırılır. - Proje Yönetimi ve Ar-Ge Projesi Yazım Eğitimi
Proje; “kapsamı ve bütçesi açıkça belirlenmiş rutin dışı aktiviteler olarak” tanımlanır. Proje kavramı iş dünyasının vazgeçilmez parçası haline gelmiştir. Kurumlar, departmanlardan oluşan rijit yapıların yanında proje organizasyonları ile departmanlar arası konuları sonuçlandırmanın yollarını keşfettiler. Proje takımlarının çalışmaları ile daha hızlı sonuçlar elde edildiği ve çalışanların motivasyonlarının daha yüksek seyrettiği gözlemlenmektedir. Proje yönetim becerisinin gerekli olduğu en önemli alanlardan birisi iser Ar-Ge Projelerinin yönetimi. Günümüz rekabetçi koşullarında Ar-Ge projeleri üretme ve yürütme konusu firmaların bu konuda birbirinden ayrışmasını sağlamaktadır.
Projelerin şirketlerin yararına doğru sonuçlar üretebilmesi için doğru yönetilmeleri ve proje faaliyetlerinde yer alacak çalışanların projelerin dinamiklerini mutlaka kavramış olması gerekmektedir. Bu eğitim; Kapsam, Planlama, Uygulama ve Kontrol olmak üzere toplam dört modülden oluşan yapısı ile Proje Yönetimi konusuna detaylı bir bakış içermektedir.
- Proje Yönetimi ve Ar-Ge Projesi Yazım Eğitimi
Proje; “kapsamı ve bütçesi açıkça belirlenmiş rutin dışı aktiviteler olarak” tanımlanır. Proje kavramı iş dünyasının vazgeçilmez parçası haline gelmiştir. Kurumlar, departmanlardan oluşan rijit yapıların yanında proje organizasyonları ile departmanlar arası konuları sonuçlandırmanın yollarını keşfettiler. Proje takımlarının çalışmaları ile daha hızlı sonuçlar elde edildiği ve çalışanların motivasyonlarının daha yüksek seyrettiği gözlemlenmektedir. Proje yönetim becerisinin gerekli olduğu en önemli alanlardan birisi iser Ar-Ge Projelerinin yönetimi. Günümüz rekabetçi koşullarında Ar-Ge projeleri üretme ve yürütme konusu firmaların bu konuda birbirinden ayrışmasını sağlamaktadır.
Projelerin şirketlerin yararına doğru sonuçlar üretebilmesi için doğru yönetilmeleri ve proje faaliyetlerinde yer alacak çalışanların projelerin dinamiklerini mutlaka kavramış olması gerekmektedir. Bu eğitim; Kapsam, Planlama, Uygulama ve Kontrol olmak üzere toplam dört modülden oluşan yapısı ile Proje Yönetimi konusuna detaylı bir bakış içermektedir.
- Proje Yönetimi ve Ar-Ge Projesi Yazım Eğitimi
Proje; “kapsamı ve bütçesi açıkça belirlenmiş rutin dışı aktiviteler olarak” tanımlanır. Proje kavramı iş dünyasının vazgeçilmez parçası haline gelmiştir. Kurumlar, departmanlardan oluşan rijit yapıların yanında proje organizasyonları ile departmanlar arası konuları sonuçlandırmanın yollarını keşfettiler. Proje takımlarının çalışmaları ile daha hızlı sonuçlar elde edildiği ve çalışanların motivasyonlarının daha yüksek seyrettiği gözlemlenmektedir. Proje yönetim becerisinin gerekli olduğu en önemli alanlardan birisi iser Ar-Ge Projelerinin yönetimi. Günümüz rekabetçi koşullarında Ar-Ge projeleri üretme ve yürütme konusu firmaların bu konuda birbirinden ayrışmasını sağlamaktadır.
Projelerin şirketlerin yararına doğru sonuçlar üretebilmesi için doğru yönetilmeleri ve proje faaliyetlerinde yer alacak çalışanların projelerin dinamiklerini mutlaka kavramış olması gerekmektedir. Bu eğitim; Kapsam, Planlama, Uygulama ve Kontrol olmak üzere toplam dört modülden oluşan yapısı ile Proje Yönetimi konusuna detaylı bir bakış içermektedir.
- Proje Yönetimi ve Ar-Ge Projesi Yazım Eğitimi
Proje; “kapsamı ve bütçesi açıkça belirlenmiş rutin dışı aktiviteler olarak” tanımlanır. Proje kavramı iş dünyasının vazgeçilmez parçası haline gelmiştir. Kurumlar, departmanlardan oluşan rijit yapıların yanında proje organizasyonları ile departmanlar arası konuları sonuçlandırmanın yollarını keşfettiler. Proje takımlarının çalışmaları ile daha hızlı sonuçlar elde edildiği ve çalışanların motivasyonlarının daha yüksek seyrettiği gözlemlenmektedir. Proje yönetim becerisinin gerekli olduğu en önemli alanlardan birisi iser Ar-Ge Projelerinin yönetimi. Günümüz rekabetçi koşullarında Ar-Ge projeleri üretme ve yürütme konusu firmaların bu konuda birbirinden ayrışmasını sağlamaktadır.
Projelerin şirketlerin yararına doğru sonuçlar üretebilmesi için doğru yönetilmeleri ve proje faaliyetlerinde yer alacak çalışanların projelerin dinamiklerini mutlaka kavramış olması gerekmektedir. Bu eğitim; Kapsam, Planlama, Uygulama ve Kontrol olmak üzere toplam dört modülden oluşan yapısı ile Proje Yönetimi konusuna detaylı bir bakış içermektedir.
- Proje Yönetimi ve Ar-Ge Projesi Yazım Eğitimi
Proje; “kapsamı ve bütçesi açıkça belirlenmiş rutin dışı aktiviteler olarak” tanımlanır. Proje kavramı iş dünyasının vazgeçilmez parçası haline gelmiştir. Kurumlar, departmanlardan oluşan rijit yapıların yanında proje organizasyonları ile departmanlar arası konuları sonuçlandırmanın yollarını keşfettiler. Proje takımlarının çalışmaları ile daha hızlı sonuçlar elde edildiği ve çalışanların motivasyonlarının daha yüksek seyrettiği gözlemlenmektedir. Proje yönetim becerisinin gerekli olduğu en önemli alanlardan birisi iser Ar-Ge Projelerinin yönetimi. Günümüz rekabetçi koşullarında Ar-Ge projeleri üretme ve yürütme konusu firmaların bu konuda birbirinden ayrışmasını sağlamaktadır.
Projelerin şirketlerin yararına doğru sonuçlar üretebilmesi için doğru yönetilmeleri ve proje faaliyetlerinde yer alacak çalışanların projelerin dinamiklerini mutlaka kavramış olması gerekmektedir. Bu eğitim; Kapsam, Planlama, Uygulama ve Kontrol olmak üzere toplam dört modülden oluşan yapısı ile Proje Yönetimi konusuna detaylı bir bakış içermektedir.
- Proje Yönetimi ve Ar-Ge Projesi Yazım Eğitimi
Proje; “kapsamı ve bütçesi açıkça belirlenmiş rutin dışı aktiviteler olarak” tanımlanır. Proje kavramı iş dünyasının vazgeçilmez parçası haline gelmiştir. Kurumlar, departmanlardan oluşan rijit yapıların yanında proje organizasyonları ile departmanlar arası konuları sonuçlandırmanın yollarını keşfettiler. Proje takımlarının çalışmaları ile daha hızlı sonuçlar elde edildiği ve çalışanların motivasyonlarının daha yüksek seyrettiği gözlemlenmektedir. Proje yönetim becerisinin gerekli olduğu en önemli alanlardan birisi iser Ar-Ge Projelerinin yönetimi. Günümüz rekabetçi koşullarında Ar-Ge projeleri üretme ve yürütme konusu firmaların bu konuda birbirinden ayrışmasını sağlamaktadır.
Projelerin şirketlerin yararına doğru sonuçlar üretebilmesi için doğru yönetilmeleri ve proje faaliyetlerinde yer alacak çalışanların projelerin dinamiklerini mutlaka kavramış olması gerekmektedir. Bu eğitim; Kapsam, Planlama, Uygulama ve Kontrol olmak üzere toplam dört modülden oluşan yapısı ile Proje Yönetimi konusuna detaylı bir bakış içermektedir.
- Proses Hata Türleri ve Etkileri Analizi (P-FMEA) (ZIP VERSİYON)
Çalışma hayatının yoğunluğu içerisinde uzun soluklu eğitimlere vakit bulamayanlar için tüm eğitimlerimizi 3’er saatlik seanslarda tamamlanacak şekilde kısalttık. Yalın Üretim, APQP-PPAP, Ürün Geliştirme, İnsan Kaynakları ve Kişisel Gelişim konularında eski bilgilerinizi tazelemek veya ilgili konular hakkında farkındalığınızı arttırmak için kısa sürede birçok eğitime katılma fırsatını elde edebilirsiniz.
- Proses Hata Türleri ve Etkileri Analizi (P-FMEA) (ZIP VERSİYON)
Çalışma hayatının yoğunluğu içerisinde uzun soluklu eğitimlere vakit bulamayanlar için tüm eğitimlerimizi 3’er saatlik seanslarda tamamlanacak şekilde kısalttık. Yalın Üretim, APQP-PPAP, Ürün Geliştirme, İnsan Kaynakları ve Kişisel Gelişim konularında eski bilgilerinizi tazelemek veya ilgili konular hakkında farkındalığınızı arttırmak için kısa sürede birçok eğitime katılma fırsatını elde edebilirsiniz.
- Proses Hata Türleri ve Etkileri Analizi (P-FMEA) (ZIP VERSİYON)
Çalışma hayatının yoğunluğu içerisinde uzun soluklu eğitimlere vakit bulamayanlar için tüm eğitimlerimizi 3’er saatlik seanslarda tamamlanacak şekilde kısalttık. Yalın Üretim, APQP-PPAP, Ürün Geliştirme, İnsan Kaynakları ve Kişisel Gelişim konularında eski bilgilerinizi tazelemek veya ilgili konular hakkında farkındalığınızı arttırmak için kısa sürede birçok eğitime katılma fırsatını elde edebilirsiniz.
- Proses Hata Türleri ve Etkileri Analizi (P-FMEA) (ZIP VERSİYON)
Çalışma hayatının yoğunluğu içerisinde uzun soluklu eğitimlere vakit bulamayanlar için tüm eğitimlerimizi 3’er saatlik seanslarda tamamlanacak şekilde kısalttık. Yalın Üretim, APQP-PPAP, Ürün Geliştirme, İnsan Kaynakları ve Kişisel Gelişim konularında eski bilgilerinizi tazelemek veya ilgili konular hakkında farkındalığınızı arttırmak için kısa sürede birçok eğitime katılma fırsatını elde edebilirsiniz.
- Proses Hata Türleri ve Etkileri Analizi (P-FMEA) (ZIP VERSİYON)
Çalışma hayatının yoğunluğu içerisinde uzun soluklu eğitimlere vakit bulamayanlar için tüm eğitimlerimizi 3’er saatlik seanslarda tamamlanacak şekilde kısalttık. Yalın Üretim, APQP-PPAP, Ürün Geliştirme, İnsan Kaynakları ve Kişisel Gelişim konularında eski bilgilerinizi tazelemek veya ilgili konular hakkında farkındalığınızı arttırmak için kısa sürede birçok eğitime katılma fırsatını elde edebilirsiniz.
- Proses Hata Türleri ve Etkileri Analizi (P-FMEA) (ZIP VERSİYON)
Çalışma hayatının yoğunluğu içerisinde uzun soluklu eğitimlere vakit bulamayanlar için tüm eğitimlerimizi 3’er saatlik seanslarda tamamlanacak şekilde kısalttık. Yalın Üretim, APQP-PPAP, Ürün Geliştirme, İnsan Kaynakları ve Kişisel Gelişim konularında eski bilgilerinizi tazelemek veya ilgili konular hakkında farkındalığınızı arttırmak için kısa sürede birçok eğitime katılma fırsatını elde edebilirsiniz.
- Reverse FMEA - Tersine Hata Türleri ve Etkileri Analizi
Tersine (Hata Türleri ve Etkileri Analizi) FMEA olarak dilimize çevrilebilecek olan FMEA türü, yeni ürünler seri imalata alınma aşamasından itibaren müşteri geri bildirimleri, kalite kontrol verileri, operatör geri bildirimleri, bakım sistemi verileri, lojistik faaliyetlerinden elde edilen veriler göz önünde bulundurularak tespit edilen fiili hataların mevcut FMEA hataları ile karşılaştırılıp, varsa atlanan hataların veya analizinde yapılmış yanlışların dikkate alındığı bir takım etkinliğidir. Ürün devreye alma çalışmaları aşamasından itibaren seri imalat onayı + 3 ay süre boyunca uygulanması en etkili olacaktır.
Reverse FMEA’nın temel faaliyeti seri imalata alınma aşamasından itibaren prosesin yerinde incelenerek fiili hatalarının tespiti ve bu hataların hali hazırda ürünü devreye almadan önce yapılan PFMEA hataları ile karşılaştırmaya dayanır. Böylece öngörülen hatalara ilave olarak öngörülmeyen ama tespit edilen hatalar PFMEA formlarına aktarılmış ve düzeltilmiş olur.
Reverse FMEA’in faydalarını şu şekilde tanımlayabiliriz:
- Sürekli iyileştirme döngüsünü sağlar
- Öngörülmeyen ama fiili olarak görülen hataların çözülmesini ve FMEA formlarına yansıtılmasını sağlar
- PFMEA çalışmasının kağıt üzerinde kalmasını önler
- FMEA Ekiplerinin bilgi birikimini geliştirir
- Şirketin öğrenilmiş dersler dağarcığına katkıda bulunur
- Ürünün hatalarının hızla azaltılması sağlar
- Mevcut ürünün periyodik olarak tekrar değerlendirilmesine imkan verir
- Düşünce ile fiiliyatın karşılaştırılmasına imkan verir
- Sonraki ürünlerin devreye alınması sürecinde gerçekleştirilecek olan PFMEA faaliyetleri sırasında daha verimli ve etkin olunmasının önü açılır
- Reverse FMEA - Tersine Hata Türleri ve Etkileri Analizi
Tersine (Hata Türleri ve Etkileri Analizi) FMEA olarak dilimize çevrilebilecek olan FMEA türü, yeni ürünler seri imalata alınma aşamasından itibaren müşteri geri bildirimleri, kalite kontrol verileri, operatör geri bildirimleri, bakım sistemi verileri, lojistik faaliyetlerinden elde edilen veriler göz önünde bulundurularak tespit edilen fiili hataların mevcut FMEA hataları ile karşılaştırılıp, varsa atlanan hataların veya analizinde yapılmış yanlışların dikkate alındığı bir takım etkinliğidir. Ürün devreye alma çalışmaları aşamasından itibaren seri imalat onayı + 3 ay süre boyunca uygulanması en etkili olacaktır.
Reverse FMEA’nın temel faaliyeti seri imalata alınma aşamasından itibaren prosesin yerinde incelenerek fiili hatalarının tespiti ve bu hataların hali hazırda ürünü devreye almadan önce yapılan PFMEA hataları ile karşılaştırmaya dayanır. Böylece öngörülen hatalara ilave olarak öngörülmeyen ama tespit edilen hatalar PFMEA formlarına aktarılmış ve düzeltilmiş olur.
Reverse FMEA’in faydalarını şu şekilde tanımlayabiliriz:
- Sürekli iyileştirme döngüsünü sağlar
- Öngörülmeyen ama fiili olarak görülen hataların çözülmesini ve FMEA formlarına yansıtılmasını sağlar
- PFMEA çalışmasının kağıt üzerinde kalmasını önler
- FMEA Ekiplerinin bilgi birikimini geliştirir
- Şirketin öğrenilmiş dersler dağarcığına katkıda bulunur
- Ürünün hatalarının hızla azaltılması sağlar
- Mevcut ürünün periyodik olarak tekrar değerlendirilmesine imkan verir
- Düşünce ile fiiliyatın karşılaştırılmasına imkan verir
- Sonraki ürünlerin devreye alınması sürecinde gerçekleştirilecek olan PFMEA faaliyetleri sırasında daha verimli ve etkin olunmasının önü açılır
- Reverse FMEA - Tersine Hata Türleri ve Etkileri Analizi
Tersine (Hata Türleri ve Etkileri Analizi) FMEA olarak dilimize çevrilebilecek olan FMEA türü, yeni ürünler seri imalata alınma aşamasından itibaren müşteri geri bildirimleri, kalite kontrol verileri, operatör geri bildirimleri, bakım sistemi verileri, lojistik faaliyetlerinden elde edilen veriler göz önünde bulundurularak tespit edilen fiili hataların mevcut FMEA hataları ile karşılaştırılıp, varsa atlanan hataların veya analizinde yapılmış yanlışların dikkate alındığı bir takım etkinliğidir. Ürün devreye alma çalışmaları aşamasından itibaren seri imalat onayı + 3 ay süre boyunca uygulanması en etkili olacaktır.
Reverse FMEA’nın temel faaliyeti seri imalata alınma aşamasından itibaren prosesin yerinde incelenerek fiili hatalarının tespiti ve bu hataların hali hazırda ürünü devreye almadan önce yapılan PFMEA hataları ile karşılaştırmaya dayanır. Böylece öngörülen hatalara ilave olarak öngörülmeyen ama tespit edilen hatalar PFMEA formlarına aktarılmış ve düzeltilmiş olur.
Reverse FMEA’in faydalarını şu şekilde tanımlayabiliriz:
- Sürekli iyileştirme döngüsünü sağlar
- Öngörülmeyen ama fiili olarak görülen hataların çözülmesini ve FMEA formlarına yansıtılmasını sağlar
- PFMEA çalışmasının kağıt üzerinde kalmasını önler
- FMEA Ekiplerinin bilgi birikimini geliştirir
- Şirketin öğrenilmiş dersler dağarcığına katkıda bulunur
- Ürünün hatalarının hızla azaltılması sağlar
- Mevcut ürünün periyodik olarak tekrar değerlendirilmesine imkan verir
- Düşünce ile fiiliyatın karşılaştırılmasına imkan verir
- Sonraki ürünlerin devreye alınması sürecinde gerçekleştirilecek olan PFMEA faaliyetleri sırasında daha verimli ve etkin olunmasının önü açılır
- Reverse FMEA - Tersine Hata Türleri ve Etkileri Analizi
Tersine (Hata Türleri ve Etkileri Analizi) FMEA olarak dilimize çevrilebilecek olan FMEA türü, yeni ürünler seri imalata alınma aşamasından itibaren müşteri geri bildirimleri, kalite kontrol verileri, operatör geri bildirimleri, bakım sistemi verileri, lojistik faaliyetlerinden elde edilen veriler göz önünde bulundurularak tespit edilen fiili hataların mevcut FMEA hataları ile karşılaştırılıp, varsa atlanan hataların veya analizinde yapılmış yanlışların dikkate alındığı bir takım etkinliğidir. Ürün devreye alma çalışmaları aşamasından itibaren seri imalat onayı + 3 ay süre boyunca uygulanması en etkili olacaktır.
Reverse FMEA’nın temel faaliyeti seri imalata alınma aşamasından itibaren prosesin yerinde incelenerek fiili hatalarının tespiti ve bu hataların hali hazırda ürünü devreye almadan önce yapılan PFMEA hataları ile karşılaştırmaya dayanır. Böylece öngörülen hatalara ilave olarak öngörülmeyen ama tespit edilen hatalar PFMEA formlarına aktarılmış ve düzeltilmiş olur.
Reverse FMEA’in faydalarını şu şekilde tanımlayabiliriz:
- Sürekli iyileştirme döngüsünü sağlar
- Öngörülmeyen ama fiili olarak görülen hataların çözülmesini ve FMEA formlarına yansıtılmasını sağlar
- PFMEA çalışmasının kağıt üzerinde kalmasını önler
- FMEA Ekiplerinin bilgi birikimini geliştirir
- Şirketin öğrenilmiş dersler dağarcığına katkıda bulunur
- Ürünün hatalarının hızla azaltılması sağlar
- Mevcut ürünün periyodik olarak tekrar değerlendirilmesine imkan verir
- Düşünce ile fiiliyatın karşılaştırılmasına imkan verir
- Sonraki ürünlerin devreye alınması sürecinde gerçekleştirilecek olan PFMEA faaliyetleri sırasında daha verimli ve etkin olunmasının önü açılır
- Reverse FMEA - Tersine Hata Türleri ve Etkileri Analizi
Tersine (Hata Türleri ve Etkileri Analizi) FMEA olarak dilimize çevrilebilecek olan FMEA türü, yeni ürünler seri imalata alınma aşamasından itibaren müşteri geri bildirimleri, kalite kontrol verileri, operatör geri bildirimleri, bakım sistemi verileri, lojistik faaliyetlerinden elde edilen veriler göz önünde bulundurularak tespit edilen fiili hataların mevcut FMEA hataları ile karşılaştırılıp, varsa atlanan hataların veya analizinde yapılmış yanlışların dikkate alındığı bir takım etkinliğidir. Ürün devreye alma çalışmaları aşamasından itibaren seri imalat onayı + 3 ay süre boyunca uygulanması en etkili olacaktır.
Reverse FMEA’nın temel faaliyeti seri imalata alınma aşamasından itibaren prosesin yerinde incelenerek fiili hatalarının tespiti ve bu hataların hali hazırda ürünü devreye almadan önce yapılan PFMEA hataları ile karşılaştırmaya dayanır. Böylece öngörülen hatalara ilave olarak öngörülmeyen ama tespit edilen hatalar PFMEA formlarına aktarılmış ve düzeltilmiş olur.
Reverse FMEA’in faydalarını şu şekilde tanımlayabiliriz:
- Sürekli iyileştirme döngüsünü sağlar
- Öngörülmeyen ama fiili olarak görülen hataların çözülmesini ve FMEA formlarına yansıtılmasını sağlar
- PFMEA çalışmasının kağıt üzerinde kalmasını önler
- FMEA Ekiplerinin bilgi birikimini geliştirir
- Şirketin öğrenilmiş dersler dağarcığına katkıda bulunur
- Ürünün hatalarının hızla azaltılması sağlar
- Mevcut ürünün periyodik olarak tekrar değerlendirilmesine imkan verir
- Düşünce ile fiiliyatın karşılaştırılmasına imkan verir
- Sonraki ürünlerin devreye alınması sürecinde gerçekleştirilecek olan PFMEA faaliyetleri sırasında daha verimli ve etkin olunmasının önü açılır
- Reverse FMEA - Tersine Hata Türleri ve Etkileri Analizi
Tersine (Hata Türleri ve Etkileri Analizi) FMEA olarak dilimize çevrilebilecek olan FMEA türü, yeni ürünler seri imalata alınma aşamasından itibaren müşteri geri bildirimleri, kalite kontrol verileri, operatör geri bildirimleri, bakım sistemi verileri, lojistik faaliyetlerinden elde edilen veriler göz önünde bulundurularak tespit edilen fiili hataların mevcut FMEA hataları ile karşılaştırılıp, varsa atlanan hataların veya analizinde yapılmış yanlışların dikkate alındığı bir takım etkinliğidir. Ürün devreye alma çalışmaları aşamasından itibaren seri imalat onayı + 3 ay süre boyunca uygulanması en etkili olacaktır.
Reverse FMEA’nın temel faaliyeti seri imalata alınma aşamasından itibaren prosesin yerinde incelenerek fiili hatalarının tespiti ve bu hataların hali hazırda ürünü devreye almadan önce yapılan PFMEA hataları ile karşılaştırmaya dayanır. Böylece öngörülen hatalara ilave olarak öngörülmeyen ama tespit edilen hatalar PFMEA formlarına aktarılmış ve düzeltilmiş olur.
Reverse FMEA’in faydalarını şu şekilde tanımlayabiliriz:
- Sürekli iyileştirme döngüsünü sağlar
- Öngörülmeyen ama fiili olarak görülen hataların çözülmesini ve FMEA formlarına yansıtılmasını sağlar
- PFMEA çalışmasının kağıt üzerinde kalmasını önler
- FMEA Ekiplerinin bilgi birikimini geliştirir
- Şirketin öğrenilmiş dersler dağarcığına katkıda bulunur
- Ürünün hatalarının hızla azaltılması sağlar
- Mevcut ürünün periyodik olarak tekrar değerlendirilmesine imkan verir
- Düşünce ile fiiliyatın karşılaştırılmasına imkan verir
- Sonraki ürünlerin devreye alınması sürecinde gerçekleştirilecek olan PFMEA faaliyetleri sırasında daha verimli ve etkin olunmasının önü açılır
- Sd-OPEX Altı Sigma Yeşil Kuşak Eğitimi
Bu eğitim, katılımcıların DMAIC metodolojisi ile uçtan uca iyileştirme projelerini yönetebilecek yetkinliğe ulaşmasını sağlar.
Yeşil Kuşak Eğitimi; Sd-OPEX Yalın Altı Sigma Programı kapsamında uygulanan 3. Seviye eğitim olup, proje yürütme zorunluluğu bulunmaktadır.
- Sd-OPEX Altı Sigma Yeşil Kuşak Eğitimi
Bu eğitim, katılımcıların DMAIC metodolojisi ile uçtan uca iyileştirme projelerini yönetebilecek yetkinliğe ulaşmasını sağlar.
Yeşil Kuşak Eğitimi; Sd-OPEX Yalın Altı Sigma Programı kapsamında uygulanan 3. Seviye eğitim olup, proje yürütme zorunluluğu bulunmaktadır.
- Sd-OPEX Altı Sigma Yeşil Kuşak Eğitimi
Bu eğitim, katılımcıların DMAIC metodolojisi ile uçtan uca iyileştirme projelerini yönetebilecek yetkinliğe ulaşmasını sağlar.
Yeşil Kuşak Eğitimi; Sd-OPEX Yalın Altı Sigma Programı kapsamında uygulanan 3. Seviye eğitim olup, proje yürütme zorunluluğu bulunmaktadır.
- Sd-OPEX Altı Sigma Yeşil Kuşak Eğitimi
Bu eğitim, katılımcıların DMAIC metodolojisi ile uçtan uca iyileştirme projelerini yönetebilecek yetkinliğe ulaşmasını sağlar.
Yeşil Kuşak Eğitimi; Sd-OPEX Yalın Altı Sigma Programı kapsamında uygulanan 3. Seviye eğitim olup, proje yürütme zorunluluğu bulunmaktadır.
- Sd-OPEX Altı Sigma Yeşil Kuşak Eğitimi
Bu eğitim, katılımcıların DMAIC metodolojisi ile uçtan uca iyileştirme projelerini yönetebilecek yetkinliğe ulaşmasını sağlar.
Yeşil Kuşak Eğitimi; Sd-OPEX Yalın Altı Sigma Programı kapsamında uygulanan 3. Seviye eğitim olup, proje yürütme zorunluluğu bulunmaktadır.
- Sd-OPEX Altı Sigma Yeşil Kuşak Eğitimi
Bu eğitim, katılımcıların DMAIC metodolojisi ile uçtan uca iyileştirme projelerini yönetebilecek yetkinliğe ulaşmasını sağlar.
Yeşil Kuşak Eğitimi; Sd-OPEX Yalın Altı Sigma Programı kapsamında uygulanan 3. Seviye eğitim olup, proje yürütme zorunluluğu bulunmaktadır.
- Sd-OPEX Yalın Altı Sigma Beyaz Kuşak Eğitimi
Bu eğitim, çalışanlara Operasyonel Mükemmellik (OPEX), Yalın düşünce ve Altı Sigma yaklaşımının temel prensiplerini kazandırmayı amaçlar. Katılımcılar süreç, israf ve problem farkındalığı geliştirerek sürekli iyileştirme kültürüne aktif katkı sağlar.
Bu eğitim Sd-OPEX Yalın Altı Sigma Programının ilk seviye eğitimidir. - Sd-OPEX Yalın Altı Sigma Beyaz Kuşak Eğitimi
Bu eğitim, çalışanlara Operasyonel Mükemmellik (OPEX), Yalın düşünce ve Altı Sigma yaklaşımının temel prensiplerini kazandırmayı amaçlar. Katılımcılar süreç, israf ve problem farkındalığı geliştirerek sürekli iyileştirme kültürüne aktif katkı sağlar.
Bu eğitim Sd-OPEX Yalın Altı Sigma Programının ilk seviye eğitimidir. - Sd-OPEX Yalın Altı Sigma Beyaz Kuşak Eğitimi
Bu eğitim, çalışanlara Operasyonel Mükemmellik (OPEX), Yalın düşünce ve Altı Sigma yaklaşımının temel prensiplerini kazandırmayı amaçlar. Katılımcılar süreç, israf ve problem farkındalığı geliştirerek sürekli iyileştirme kültürüne aktif katkı sağlar.
Bu eğitim Sd-OPEX Yalın Altı Sigma Programının ilk seviye eğitimidir. - Sd-OPEX Yalın Altı Sigma Beyaz Kuşak Eğitimi
Bu eğitim, çalışanlara Operasyonel Mükemmellik (OPEX), Yalın düşünce ve Altı Sigma yaklaşımının temel prensiplerini kazandırmayı amaçlar. Katılımcılar süreç, israf ve problem farkındalığı geliştirerek sürekli iyileştirme kültürüne aktif katkı sağlar.
Bu eğitim Sd-OPEX Yalın Altı Sigma Programının ilk seviye eğitimidir. - Sd-OPEX Yalın Altı Sigma Beyaz Kuşak Eğitimi
Bu eğitim, çalışanlara Operasyonel Mükemmellik (OPEX), Yalın düşünce ve Altı Sigma yaklaşımının temel prensiplerini kazandırmayı amaçlar. Katılımcılar süreç, israf ve problem farkındalığı geliştirerek sürekli iyileştirme kültürüne aktif katkı sağlar.
Bu eğitim Sd-OPEX Yalın Altı Sigma Programının ilk seviye eğitimidir. - Sd-OPEX Yalın Altı Sigma Beyaz Kuşak Eğitimi
Bu eğitim, çalışanlara Operasyonel Mükemmellik (OPEX), Yalın düşünce ve Altı Sigma yaklaşımının temel prensiplerini kazandırmayı amaçlar. Katılımcılar süreç, israf ve problem farkındalığı geliştirerek sürekli iyileştirme kültürüne aktif katkı sağlar.
Bu eğitim Sd-OPEX Yalın Altı Sigma Programının ilk seviye eğitimidir. - Sd-OPEX Yalın Altı Sigma Programı
Sd-OPEX Programı; şirket stratejisini Yalın ve Altı Sigma metodolojileriyle sahaya indirerek, doğru projelerin seçildiği, finansal etkisi doğrulanan ve yönetişim mekanizmalarıyla sürdürülebilir hale getirilen bir operasyonel mükemmellik dönüşümüdür. Program; eğitim, saha uygulamaları, portföy yönetimi ve yönetim sahipliği bileşenlerini bütüncül şekilde ele alarak şirketi reaktif problem çözmeden, sistematik ve ölçülebilir değer üretimine taşır.
Programın yürütülmesi sırasında Yapay Zeka araçlarından yararlanılmaktadır. Böylece kuruluşların çalışanlarının verimliliklerinin artışı sağlanmaktadır. - Sd-OPEX Yalın Altı Sigma Programı
Sd-OPEX Programı; şirket stratejisini Yalın ve Altı Sigma metodolojileriyle sahaya indirerek, doğru projelerin seçildiği, finansal etkisi doğrulanan ve yönetişim mekanizmalarıyla sürdürülebilir hale getirilen bir operasyonel mükemmellik dönüşümüdür. Program; eğitim, saha uygulamaları, portföy yönetimi ve yönetim sahipliği bileşenlerini bütüncül şekilde ele alarak şirketi reaktif problem çözmeden, sistematik ve ölçülebilir değer üretimine taşır.
Programın yürütülmesi sırasında Yapay Zeka araçlarından yararlanılmaktadır. Böylece kuruluşların çalışanlarının verimliliklerinin artışı sağlanmaktadır. - Sd-OPEX Yalın Altı Sigma Programı
Sd-OPEX Programı; şirket stratejisini Yalın ve Altı Sigma metodolojileriyle sahaya indirerek, doğru projelerin seçildiği, finansal etkisi doğrulanan ve yönetişim mekanizmalarıyla sürdürülebilir hale getirilen bir operasyonel mükemmellik dönüşümüdür. Program; eğitim, saha uygulamaları, portföy yönetimi ve yönetim sahipliği bileşenlerini bütüncül şekilde ele alarak şirketi reaktif problem çözmeden, sistematik ve ölçülebilir değer üretimine taşır.
Programın yürütülmesi sırasında Yapay Zeka araçlarından yararlanılmaktadır. Böylece kuruluşların çalışanlarının verimliliklerinin artışı sağlanmaktadır. - Sd-OPEX Yalın Altı Sigma Programı
Sd-OPEX Programı; şirket stratejisini Yalın ve Altı Sigma metodolojileriyle sahaya indirerek, doğru projelerin seçildiği, finansal etkisi doğrulanan ve yönetişim mekanizmalarıyla sürdürülebilir hale getirilen bir operasyonel mükemmellik dönüşümüdür. Program; eğitim, saha uygulamaları, portföy yönetimi ve yönetim sahipliği bileşenlerini bütüncül şekilde ele alarak şirketi reaktif problem çözmeden, sistematik ve ölçülebilir değer üretimine taşır.
Programın yürütülmesi sırasında Yapay Zeka araçlarından yararlanılmaktadır. Böylece kuruluşların çalışanlarının verimliliklerinin artışı sağlanmaktadır. - Sd-OPEX Yalın Altı Sigma Programı
Sd-OPEX Programı; şirket stratejisini Yalın ve Altı Sigma metodolojileriyle sahaya indirerek, doğru projelerin seçildiği, finansal etkisi doğrulanan ve yönetişim mekanizmalarıyla sürdürülebilir hale getirilen bir operasyonel mükemmellik dönüşümüdür. Program; eğitim, saha uygulamaları, portföy yönetimi ve yönetim sahipliği bileşenlerini bütüncül şekilde ele alarak şirketi reaktif problem çözmeden, sistematik ve ölçülebilir değer üretimine taşır.
Programın yürütülmesi sırasında Yapay Zeka araçlarından yararlanılmaktadır. Böylece kuruluşların çalışanlarının verimliliklerinin artışı sağlanmaktadır. - Sd-OPEX Yalın Altı Sigma Programı
Sd-OPEX Programı; şirket stratejisini Yalın ve Altı Sigma metodolojileriyle sahaya indirerek, doğru projelerin seçildiği, finansal etkisi doğrulanan ve yönetişim mekanizmalarıyla sürdürülebilir hale getirilen bir operasyonel mükemmellik dönüşümüdür. Program; eğitim, saha uygulamaları, portföy yönetimi ve yönetim sahipliği bileşenlerini bütüncül şekilde ele alarak şirketi reaktif problem çözmeden, sistematik ve ölçülebilir değer üretimine taşır.
Programın yürütülmesi sırasında Yapay Zeka araçlarından yararlanılmaktadır. Böylece kuruluşların çalışanlarının verimliliklerinin artışı sağlanmaktadır. - Sd-OPEX Yalın Altı Sigma Sarı Kuşak Eğitimi
Bu eğitim, katılımcıların DMAIC projelerinde aktif ekip üyesi olarak görev alabilmesi için gerekli temel problem çözme ve veri toplama yetkinliklerini kazandırır.
Bu eğitim; Sd-OPEX Yalın Altı Sigma Programı kapsamında yürütülen projelerin 2. Seviye eğitimidir. - Sd-OPEX Yalın Altı Sigma Sarı Kuşak Eğitimi
Bu eğitim, katılımcıların DMAIC projelerinde aktif ekip üyesi olarak görev alabilmesi için gerekli temel problem çözme ve veri toplama yetkinliklerini kazandırır.
Bu eğitim; Sd-OPEX Yalın Altı Sigma Programı kapsamında yürütülen projelerin 2. Seviye eğitimidir. - Sd-OPEX Yalın Altı Sigma Sarı Kuşak Eğitimi
Bu eğitim, katılımcıların DMAIC projelerinde aktif ekip üyesi olarak görev alabilmesi için gerekli temel problem çözme ve veri toplama yetkinliklerini kazandırır.
Bu eğitim; Sd-OPEX Yalın Altı Sigma Programı kapsamında yürütülen projelerin 2. Seviye eğitimidir. - Sd-OPEX Yalın Altı Sigma Sarı Kuşak Eğitimi
Bu eğitim, katılımcıların DMAIC projelerinde aktif ekip üyesi olarak görev alabilmesi için gerekli temel problem çözme ve veri toplama yetkinliklerini kazandırır.
Bu eğitim; Sd-OPEX Yalın Altı Sigma Programı kapsamında yürütülen projelerin 2. Seviye eğitimidir. - Sd-OPEX Yalın Altı Sigma Sarı Kuşak Eğitimi
Bu eğitim, katılımcıların DMAIC projelerinde aktif ekip üyesi olarak görev alabilmesi için gerekli temel problem çözme ve veri toplama yetkinliklerini kazandırır.
Bu eğitim; Sd-OPEX Yalın Altı Sigma Programı kapsamında yürütülen projelerin 2. Seviye eğitimidir. - Sd-OPEX Yalın Altı Sigma Sarı Kuşak Eğitimi
Bu eğitim, katılımcıların DMAIC projelerinde aktif ekip üyesi olarak görev alabilmesi için gerekli temel problem çözme ve veri toplama yetkinliklerini kazandırır.
Bu eğitim; Sd-OPEX Yalın Altı Sigma Programı kapsamında yürütülen projelerin 2. Seviye eğitimidir. - Sd-OPEX Yalın Altı Sigma Siyah Kuşak Eğitimi
Bu eğitim, stratejik seviyede yüksek etkili OPEX ve Yalın Altı Sigma projelerini yönetecek, organizasyonel dönüşümü yönlendirecek liderler yetiştirmeyi amaçlar.
- Sd-OPEX Yalın Altı Sigma Siyah Kuşak Eğitimi
Bu eğitim, stratejik seviyede yüksek etkili OPEX ve Yalın Altı Sigma projelerini yönetecek, organizasyonel dönüşümü yönlendirecek liderler yetiştirmeyi amaçlar.
- Sd-OPEX Yalın Altı Sigma Siyah Kuşak Eğitimi
Bu eğitim, stratejik seviyede yüksek etkili OPEX ve Yalın Altı Sigma projelerini yönetecek, organizasyonel dönüşümü yönlendirecek liderler yetiştirmeyi amaçlar.
- Sd-OPEX Yalın Altı Sigma Siyah Kuşak Eğitimi
Bu eğitim, stratejik seviyede yüksek etkili OPEX ve Yalın Altı Sigma projelerini yönetecek, organizasyonel dönüşümü yönlendirecek liderler yetiştirmeyi amaçlar.
- Sd-OPEX Yalın Altı Sigma Siyah Kuşak Eğitimi
Bu eğitim, stratejik seviyede yüksek etkili OPEX ve Yalın Altı Sigma projelerini yönetecek, organizasyonel dönüşümü yönlendirecek liderler yetiştirmeyi amaçlar.
- Sd-OPEX Yalın Altı Sigma Siyah Kuşak Eğitimi
Bu eğitim, stratejik seviyede yüksek etkili OPEX ve Yalın Altı Sigma projelerini yönetecek, organizasyonel dönüşümü yönlendirecek liderler yetiştirmeyi amaçlar.
- Sd-OPEX Yalın Altı Sigma Temel Bilgilendirme Eğitimi
Hızlandırılmış net kar sonuçlarının genel iş çalışma performansına aktarılması, çalışanların kendi iş konularına ait projelerde de Altı Sigma metodolojisini ve araçlarının uygulayabilmesi, istatistiksel analiz sonuçlarının doğru bir şekilde yorumlanmasının öğrenilmesi, rekabet, müşteri odaklılık, süreç performans göstergeleri, hata ve yeterlilik analizleri, standardizasyon konuları kurumların gelişmelerinde önem arz etmektedir.
Altı Sigma Bilgilendirme Eğitimi sayesinde çalışanlara kazandırılan yetkinliklerle firmalarda hem operasyonel hem de stratejik iyileştirmeler sağlanabilir. Bu iyileştirmeler; maliyet düşürme, verimin arttırılması, pazar payının büyümesi, müşteri sürekliliği, çevrim zamanının kısalması, hata oranının azalması, kültür değişimi, ürün ve hizmet geliştirme olarak özetlenebilir.
Bu eğitim; Sd-OPEX Programı kapsamında üst yönetim başta olmak üzere program kapsamında projelerde görev alacak çalışanların sistem hakkında bilgilendirilmesi amacı ile tasarlanmıştır. - Sd-OPEX Yalın Altı Sigma Temel Bilgilendirme Eğitimi
Hızlandırılmış net kar sonuçlarının genel iş çalışma performansına aktarılması, çalışanların kendi iş konularına ait projelerde de Altı Sigma metodolojisini ve araçlarının uygulayabilmesi, istatistiksel analiz sonuçlarının doğru bir şekilde yorumlanmasının öğrenilmesi, rekabet, müşteri odaklılık, süreç performans göstergeleri, hata ve yeterlilik analizleri, standardizasyon konuları kurumların gelişmelerinde önem arz etmektedir.
Altı Sigma Bilgilendirme Eğitimi sayesinde çalışanlara kazandırılan yetkinliklerle firmalarda hem operasyonel hem de stratejik iyileştirmeler sağlanabilir. Bu iyileştirmeler; maliyet düşürme, verimin arttırılması, pazar payının büyümesi, müşteri sürekliliği, çevrim zamanının kısalması, hata oranının azalması, kültür değişimi, ürün ve hizmet geliştirme olarak özetlenebilir.
Bu eğitim; Sd-OPEX Programı kapsamında üst yönetim başta olmak üzere program kapsamında projelerde görev alacak çalışanların sistem hakkında bilgilendirilmesi amacı ile tasarlanmıştır. - Sd-OPEX Yalın Altı Sigma Temel Bilgilendirme Eğitimi
Hızlandırılmış net kar sonuçlarının genel iş çalışma performansına aktarılması, çalışanların kendi iş konularına ait projelerde de Altı Sigma metodolojisini ve araçlarının uygulayabilmesi, istatistiksel analiz sonuçlarının doğru bir şekilde yorumlanmasının öğrenilmesi, rekabet, müşteri odaklılık, süreç performans göstergeleri, hata ve yeterlilik analizleri, standardizasyon konuları kurumların gelişmelerinde önem arz etmektedir.
Altı Sigma Bilgilendirme Eğitimi sayesinde çalışanlara kazandırılan yetkinliklerle firmalarda hem operasyonel hem de stratejik iyileştirmeler sağlanabilir. Bu iyileştirmeler; maliyet düşürme, verimin arttırılması, pazar payının büyümesi, müşteri sürekliliği, çevrim zamanının kısalması, hata oranının azalması, kültür değişimi, ürün ve hizmet geliştirme olarak özetlenebilir.
Bu eğitim; Sd-OPEX Programı kapsamında üst yönetim başta olmak üzere program kapsamında projelerde görev alacak çalışanların sistem hakkında bilgilendirilmesi amacı ile tasarlanmıştır. - Sd-OPEX Yalın Altı Sigma Temel Bilgilendirme Eğitimi
Hızlandırılmış net kar sonuçlarının genel iş çalışma performansına aktarılması, çalışanların kendi iş konularına ait projelerde de Altı Sigma metodolojisini ve araçlarının uygulayabilmesi, istatistiksel analiz sonuçlarının doğru bir şekilde yorumlanmasının öğrenilmesi, rekabet, müşteri odaklılık, süreç performans göstergeleri, hata ve yeterlilik analizleri, standardizasyon konuları kurumların gelişmelerinde önem arz etmektedir.
Altı Sigma Bilgilendirme Eğitimi sayesinde çalışanlara kazandırılan yetkinliklerle firmalarda hem operasyonel hem de stratejik iyileştirmeler sağlanabilir. Bu iyileştirmeler; maliyet düşürme, verimin arttırılması, pazar payının büyümesi, müşteri sürekliliği, çevrim zamanının kısalması, hata oranının azalması, kültür değişimi, ürün ve hizmet geliştirme olarak özetlenebilir.
Bu eğitim; Sd-OPEX Programı kapsamında üst yönetim başta olmak üzere program kapsamında projelerde görev alacak çalışanların sistem hakkında bilgilendirilmesi amacı ile tasarlanmıştır. - Sd-OPEX Yalın Altı Sigma Temel Bilgilendirme Eğitimi
Hızlandırılmış net kar sonuçlarının genel iş çalışma performansına aktarılması, çalışanların kendi iş konularına ait projelerde de Altı Sigma metodolojisini ve araçlarının uygulayabilmesi, istatistiksel analiz sonuçlarının doğru bir şekilde yorumlanmasının öğrenilmesi, rekabet, müşteri odaklılık, süreç performans göstergeleri, hata ve yeterlilik analizleri, standardizasyon konuları kurumların gelişmelerinde önem arz etmektedir.
Altı Sigma Bilgilendirme Eğitimi sayesinde çalışanlara kazandırılan yetkinliklerle firmalarda hem operasyonel hem de stratejik iyileştirmeler sağlanabilir. Bu iyileştirmeler; maliyet düşürme, verimin arttırılması, pazar payının büyümesi, müşteri sürekliliği, çevrim zamanının kısalması, hata oranının azalması, kültür değişimi, ürün ve hizmet geliştirme olarak özetlenebilir.
Bu eğitim; Sd-OPEX Programı kapsamında üst yönetim başta olmak üzere program kapsamında projelerde görev alacak çalışanların sistem hakkında bilgilendirilmesi amacı ile tasarlanmıştır. - Sd-OPEX Yalın Altı Sigma Temel Bilgilendirme Eğitimi
Hızlandırılmış net kar sonuçlarının genel iş çalışma performansına aktarılması, çalışanların kendi iş konularına ait projelerde de Altı Sigma metodolojisini ve araçlarının uygulayabilmesi, istatistiksel analiz sonuçlarının doğru bir şekilde yorumlanmasının öğrenilmesi, rekabet, müşteri odaklılık, süreç performans göstergeleri, hata ve yeterlilik analizleri, standardizasyon konuları kurumların gelişmelerinde önem arz etmektedir.
Altı Sigma Bilgilendirme Eğitimi sayesinde çalışanlara kazandırılan yetkinliklerle firmalarda hem operasyonel hem de stratejik iyileştirmeler sağlanabilir. Bu iyileştirmeler; maliyet düşürme, verimin arttırılması, pazar payının büyümesi, müşteri sürekliliği, çevrim zamanının kısalması, hata oranının azalması, kültür değişimi, ürün ve hizmet geliştirme olarak özetlenebilir.
Bu eğitim; Sd-OPEX Programı kapsamında üst yönetim başta olmak üzere program kapsamında projelerde görev alacak çalışanların sistem hakkında bilgilendirilmesi amacı ile tasarlanmıştır. - SPC - İstatistiksel Proses Kontrol - 2. revizyon
İstatistiksel metotlar yardımı ile proseslerin kontrol altına alınması ve takibi aslında çok uzun yıllardan bu yana kurumlar bünyesinde uygulanmaktadır. İstatistiksel Proses Kontrolün en iyi uygulamaları otomotiv sektöründe gerçekleştirilmektedir.
Bu eğitim, IATF 16949 Kalite Yönetim Sistemi çerçevesinde tüm İstatistiksel Proses Kontrol uygulamalarını detaylı olarak ele almaktadır. Kolay takip edilebilir içeriği ve uygulamaları ile istatistiğin detaylarında kaybolmadan sadece gerekli seviyede istatistik bilgisi ile konular ele alınmaktadır. Bu eğitim içeriği Otomotiv Endüstrisi Aksiyon Grubu (AIAG) tarafından yayınlanan SPC Kitapçığının revizyonuna göre sürekli olarak güncel tutulmaktadır. - SPC - İstatistiksel Proses Kontrol - 2. revizyon
İstatistiksel metotlar yardımı ile proseslerin kontrol altına alınması ve takibi aslında çok uzun yıllardan bu yana kurumlar bünyesinde uygulanmaktadır. İstatistiksel Proses Kontrolün en iyi uygulamaları otomotiv sektöründe gerçekleştirilmektedir.
Bu eğitim, IATF 16949 Kalite Yönetim Sistemi çerçevesinde tüm İstatistiksel Proses Kontrol uygulamalarını detaylı olarak ele almaktadır. Kolay takip edilebilir içeriği ve uygulamaları ile istatistiğin detaylarında kaybolmadan sadece gerekli seviyede istatistik bilgisi ile konular ele alınmaktadır. Bu eğitim içeriği Otomotiv Endüstrisi Aksiyon Grubu (AIAG) tarafından yayınlanan SPC Kitapçığının revizyonuna göre sürekli olarak güncel tutulmaktadır. - SPC - İstatistiksel Proses Kontrol - 2. revizyon
İstatistiksel metotlar yardımı ile proseslerin kontrol altına alınması ve takibi aslında çok uzun yıllardan bu yana kurumlar bünyesinde uygulanmaktadır. İstatistiksel Proses Kontrolün en iyi uygulamaları otomotiv sektöründe gerçekleştirilmektedir.
Bu eğitim, IATF 16949 Kalite Yönetim Sistemi çerçevesinde tüm İstatistiksel Proses Kontrol uygulamalarını detaylı olarak ele almaktadır. Kolay takip edilebilir içeriği ve uygulamaları ile istatistiğin detaylarında kaybolmadan sadece gerekli seviyede istatistik bilgisi ile konular ele alınmaktadır. Bu eğitim içeriği Otomotiv Endüstrisi Aksiyon Grubu (AIAG) tarafından yayınlanan SPC Kitapçığının revizyonuna göre sürekli olarak güncel tutulmaktadır. - SPC - İstatistiksel Proses Kontrol - 2. revizyon
İstatistiksel metotlar yardımı ile proseslerin kontrol altına alınması ve takibi aslında çok uzun yıllardan bu yana kurumlar bünyesinde uygulanmaktadır. İstatistiksel Proses Kontrolün en iyi uygulamaları otomotiv sektöründe gerçekleştirilmektedir.
Bu eğitim, IATF 16949 Kalite Yönetim Sistemi çerçevesinde tüm İstatistiksel Proses Kontrol uygulamalarını detaylı olarak ele almaktadır. Kolay takip edilebilir içeriği ve uygulamaları ile istatistiğin detaylarında kaybolmadan sadece gerekli seviyede istatistik bilgisi ile konular ele alınmaktadır. Bu eğitim içeriği Otomotiv Endüstrisi Aksiyon Grubu (AIAG) tarafından yayınlanan SPC Kitapçığının revizyonuna göre sürekli olarak güncel tutulmaktadır. - SPC - İstatistiksel Proses Kontrol - 2. revizyon
İstatistiksel metotlar yardımı ile proseslerin kontrol altına alınması ve takibi aslında çok uzun yıllardan bu yana kurumlar bünyesinde uygulanmaktadır. İstatistiksel Proses Kontrolün en iyi uygulamaları otomotiv sektöründe gerçekleştirilmektedir.
Bu eğitim, IATF 16949 Kalite Yönetim Sistemi çerçevesinde tüm İstatistiksel Proses Kontrol uygulamalarını detaylı olarak ele almaktadır. Kolay takip edilebilir içeriği ve uygulamaları ile istatistiğin detaylarında kaybolmadan sadece gerekli seviyede istatistik bilgisi ile konular ele alınmaktadır. Bu eğitim içeriği Otomotiv Endüstrisi Aksiyon Grubu (AIAG) tarafından yayınlanan SPC Kitapçığının revizyonuna göre sürekli olarak güncel tutulmaktadır. - SPC - İstatistiksel Proses Kontrol - 2. revizyon
İstatistiksel metotlar yardımı ile proseslerin kontrol altına alınması ve takibi aslında çok uzun yıllardan bu yana kurumlar bünyesinde uygulanmaktadır. İstatistiksel Proses Kontrolün en iyi uygulamaları otomotiv sektöründe gerçekleştirilmektedir.
Bu eğitim, IATF 16949 Kalite Yönetim Sistemi çerçevesinde tüm İstatistiksel Proses Kontrol uygulamalarını detaylı olarak ele almaktadır. Kolay takip edilebilir içeriği ve uygulamaları ile istatistiğin detaylarında kaybolmadan sadece gerekli seviyede istatistik bilgisi ile konular ele alınmaktadır. Bu eğitim içeriği Otomotiv Endüstrisi Aksiyon Grubu (AIAG) tarafından yayınlanan SPC Kitapçığının revizyonuna göre sürekli olarak güncel tutulmaktadır. - Stratejik Planlama ve KPI Yönetimi
Devamlı değişen pazar koşulları, ekonomik koşullar, siyasi dengeler, resmi mevzuatlar... şirketlerin faaliyetlerini birebir etkiler hale gelmiştir. Bu ortamda genel kanı; planlama yapmanın çok güç ya da imkansız olacağı yönündedir. Aksine planlama yapmak veya stratejik planlamanın ilkelerini uygulamak bugünlerde gereklidir ve doğru uygulandığında kuruluşlara önemli katma değerler sağlamaktadır.
Stratejik planlama; kuruluşun kendini ve içinde bulunduğu şartları analiz ederek, belirlediği misyon ve vizyon çerçevesinde 5-10 yıllık süreleri kapsayan strateji ve politikaları belirlemesidir. Stratejik düşünme süreci:
• Fırsatları görmek ve kullanmak,
• Rizikoları/tehditleri mümkün olduğunca elimine etmek,
• Güçlü yönler kazanmak ve geliştirmek,
• Zayıf yönleri minimize etmek ve yok etmektir. - Tasarımda Hata Türleri ve Etkileri Analizi (D-FMEA)
Herhangi bir hizmet veya ürünün tasarımından üretimine ve müşteriye sunuşuna kadar geçen sürede oluşan hatalar, istenmeyen bir durumdur. Ancak; tasarlayan insan olduğunda aslında hata kaçınılmazdır. Asıl problem, hatadan ders almamak, ilerlemesine ve maliyetinin daha da yükselmeden önlenmesini sağlamamakta yatmaktadır. Diğer taraftan hata, sektörden sektöre de sonuçları açısından fark yaratmaktadır. Örneğin; herhangi bir otomobilin motorunda üretimden kaynaklanan bir hata, en fazla otomobilin durmasına neden olurken, bir uçağın motorundaki hata yüzlerce insanın hayatına mal olabilir. Sonuçta her iki ürünü üreten şirketin de hata sonucu oluşan mali kayıpları olacaktır. Ancak uçak üreten firmanın belki de iflasına neden olacaktır.
Bu perspektiften bakıldığında, hatanın müşteriye yansımadan önce çözümlenmesi durumunda, firmanın pazar kaybı dolayısı ile göğüslemesi gereken maliyeti azaltacağı kuşkusuzdur. Diğer taraftan üretim sırasında oluşan hatanın da üretimin mümkün olduğunca erken aşamasında ortadan kaldırılması, üretim maliyetlerini minimize edecektir. İşte Hata Türleri ve Etkileri Analizi de bu anlayışla ortaya çıkmış, orijini kalitenin güvenirlik olarak algılandığı roket, uçak ve nükleer santral üretimine dayanan bir metottur. FMEA; hatanın ortaya çıkmadan önce analizine ve önlenmesine odaklanan bir metottur. - Tasarımda Hata Türleri ve Etkileri Analizi (D-FMEA)
Herhangi bir hizmet veya ürünün tasarımından üretimine ve müşteriye sunuşuna kadar geçen sürede oluşan hatalar, istenmeyen bir durumdur. Ancak; tasarlayan insan olduğunda aslında hata kaçınılmazdır. Asıl problem, hatadan ders almamak, ilerlemesine ve maliyetinin daha da yükselmeden önlenmesini sağlamamakta yatmaktadır. Diğer taraftan hata, sektörden sektöre de sonuçları açısından fark yaratmaktadır. Örneğin; herhangi bir otomobilin motorunda üretimden kaynaklanan bir hata, en fazla otomobilin durmasına neden olurken, bir uçağın motorundaki hata yüzlerce insanın hayatına mal olabilir. Sonuçta her iki ürünü üreten şirketin de hata sonucu oluşan mali kayıpları olacaktır. Ancak uçak üreten firmanın belki de iflasına neden olacaktır.
Bu perspektiften bakıldığında, hatanın müşteriye yansımadan önce çözümlenmesi durumunda, firmanın pazar kaybı dolayısı ile göğüslemesi gereken maliyeti azaltacağı kuşkusuzdur. Diğer taraftan üretim sırasında oluşan hatanın da üretimin mümkün olduğunca erken aşamasında ortadan kaldırılması, üretim maliyetlerini minimize edecektir. İşte Hata Türleri ve Etkileri Analizi de bu anlayışla ortaya çıkmış, orijini kalitenin güvenirlik olarak algılandığı roket, uçak ve nükleer santral üretimine dayanan bir metottur. FMEA; hatanın ortaya çıkmadan önce analizine ve önlenmesine odaklanan bir metottur. - Tasarımda Hata Türleri ve Etkileri Analizi (D-FMEA)
Herhangi bir hizmet veya ürünün tasarımından üretimine ve müşteriye sunuşuna kadar geçen sürede oluşan hatalar, istenmeyen bir durumdur. Ancak; tasarlayan insan olduğunda aslında hata kaçınılmazdır. Asıl problem, hatadan ders almamak, ilerlemesine ve maliyetinin daha da yükselmeden önlenmesini sağlamamakta yatmaktadır. Diğer taraftan hata, sektörden sektöre de sonuçları açısından fark yaratmaktadır. Örneğin; herhangi bir otomobilin motorunda üretimden kaynaklanan bir hata, en fazla otomobilin durmasına neden olurken, bir uçağın motorundaki hata yüzlerce insanın hayatına mal olabilir. Sonuçta her iki ürünü üreten şirketin de hata sonucu oluşan mali kayıpları olacaktır. Ancak uçak üreten firmanın belki de iflasına neden olacaktır.
Bu perspektiften bakıldığında, hatanın müşteriye yansımadan önce çözümlenmesi durumunda, firmanın pazar kaybı dolayısı ile göğüslemesi gereken maliyeti azaltacağı kuşkusuzdur. Diğer taraftan üretim sırasında oluşan hatanın da üretimin mümkün olduğunca erken aşamasında ortadan kaldırılması, üretim maliyetlerini minimize edecektir. İşte Hata Türleri ve Etkileri Analizi de bu anlayışla ortaya çıkmış, orijini kalitenin güvenirlik olarak algılandığı roket, uçak ve nükleer santral üretimine dayanan bir metottur. FMEA; hatanın ortaya çıkmadan önce analizine ve önlenmesine odaklanan bir metottur. - Tasarımda Hata Türleri ve Etkileri Analizi (D-FMEA)
Herhangi bir hizmet veya ürünün tasarımından üretimine ve müşteriye sunuşuna kadar geçen sürede oluşan hatalar, istenmeyen bir durumdur. Ancak; tasarlayan insan olduğunda aslında hata kaçınılmazdır. Asıl problem, hatadan ders almamak, ilerlemesine ve maliyetinin daha da yükselmeden önlenmesini sağlamamakta yatmaktadır. Diğer taraftan hata, sektörden sektöre de sonuçları açısından fark yaratmaktadır. Örneğin; herhangi bir otomobilin motorunda üretimden kaynaklanan bir hata, en fazla otomobilin durmasına neden olurken, bir uçağın motorundaki hata yüzlerce insanın hayatına mal olabilir. Sonuçta her iki ürünü üreten şirketin de hata sonucu oluşan mali kayıpları olacaktır. Ancak uçak üreten firmanın belki de iflasına neden olacaktır.
Bu perspektiften bakıldığında, hatanın müşteriye yansımadan önce çözümlenmesi durumunda, firmanın pazar kaybı dolayısı ile göğüslemesi gereken maliyeti azaltacağı kuşkusuzdur. Diğer taraftan üretim sırasında oluşan hatanın da üretimin mümkün olduğunca erken aşamasında ortadan kaldırılması, üretim maliyetlerini minimize edecektir. İşte Hata Türleri ve Etkileri Analizi de bu anlayışla ortaya çıkmış, orijini kalitenin güvenirlik olarak algılandığı roket, uçak ve nükleer santral üretimine dayanan bir metottur. FMEA; hatanın ortaya çıkmadan önce analizine ve önlenmesine odaklanan bir metottur. - Tasarımda Hata Türleri ve Etkileri Analizi (D-FMEA)
Herhangi bir hizmet veya ürünün tasarımından üretimine ve müşteriye sunuşuna kadar geçen sürede oluşan hatalar, istenmeyen bir durumdur. Ancak; tasarlayan insan olduğunda aslında hata kaçınılmazdır. Asıl problem, hatadan ders almamak, ilerlemesine ve maliyetinin daha da yükselmeden önlenmesini sağlamamakta yatmaktadır. Diğer taraftan hata, sektörden sektöre de sonuçları açısından fark yaratmaktadır. Örneğin; herhangi bir otomobilin motorunda üretimden kaynaklanan bir hata, en fazla otomobilin durmasına neden olurken, bir uçağın motorundaki hata yüzlerce insanın hayatına mal olabilir. Sonuçta her iki ürünü üreten şirketin de hata sonucu oluşan mali kayıpları olacaktır. Ancak uçak üreten firmanın belki de iflasına neden olacaktır.
Bu perspektiften bakıldığında, hatanın müşteriye yansımadan önce çözümlenmesi durumunda, firmanın pazar kaybı dolayısı ile göğüslemesi gereken maliyeti azaltacağı kuşkusuzdur. Diğer taraftan üretim sırasında oluşan hatanın da üretimin mümkün olduğunca erken aşamasında ortadan kaldırılması, üretim maliyetlerini minimize edecektir. İşte Hata Türleri ve Etkileri Analizi de bu anlayışla ortaya çıkmış, orijini kalitenin güvenirlik olarak algılandığı roket, uçak ve nükleer santral üretimine dayanan bir metottur. FMEA; hatanın ortaya çıkmadan önce analizine ve önlenmesine odaklanan bir metottur. - Tasarımda Hata Türleri ve Etkileri Analizi (D-FMEA)
Herhangi bir hizmet veya ürünün tasarımından üretimine ve müşteriye sunuşuna kadar geçen sürede oluşan hatalar, istenmeyen bir durumdur. Ancak; tasarlayan insan olduğunda aslında hata kaçınılmazdır. Asıl problem, hatadan ders almamak, ilerlemesine ve maliyetinin daha da yükselmeden önlenmesini sağlamamakta yatmaktadır. Diğer taraftan hata, sektörden sektöre de sonuçları açısından fark yaratmaktadır. Örneğin; herhangi bir otomobilin motorunda üretimden kaynaklanan bir hata, en fazla otomobilin durmasına neden olurken, bir uçağın motorundaki hata yüzlerce insanın hayatına mal olabilir. Sonuçta her iki ürünü üreten şirketin de hata sonucu oluşan mali kayıpları olacaktır. Ancak uçak üreten firmanın belki de iflasına neden olacaktır.
Bu perspektiften bakıldığında, hatanın müşteriye yansımadan önce çözümlenmesi durumunda, firmanın pazar kaybı dolayısı ile göğüslemesi gereken maliyeti azaltacağı kuşkusuzdur. Diğer taraftan üretim sırasında oluşan hatanın da üretimin mümkün olduğunca erken aşamasında ortadan kaldırılması, üretim maliyetlerini minimize edecektir. İşte Hata Türleri ve Etkileri Analizi de bu anlayışla ortaya çıkmış, orijini kalitenin güvenirlik olarak algılandığı roket, uçak ve nükleer santral üretimine dayanan bir metottur. FMEA; hatanın ortaya çıkmadan önce analizine ve önlenmesine odaklanan bir metottur. - Tekli Dakikalarda Kalıp Değiştirme (SMED)
SMED - Single Minute Exchange of Die (Tek Dakikada Kalıp Değişimi) Yalın Üretim sisteminin en önemli teknik araçlarından biridir. İlk kez Japonya’da Shigeo Shingo tarafından ortaya konan bu teknik sayesinde daha küçük partiler halinde üretim yapmak, hatta “tek parça akışı”na geçmek amaçlanır. - Teknik Ara Kademe Yöneticiliği - Soft
Üretim sektöründe faaliyet gösteren kurumlarda, operatörleri yönlendiren, onların doğru şekilde üretim yapmasını sağlayan kısacası ürünü ortaya çıkaran, operatörleri yöneten ustabaşı, posta başı, formen veya süpervizör konumundaki yöneticiler için yöneticilik yetkinliklerini arttırmak odaklı bir programdır. Bu program, kurumların başarısında katkısı yadsınamayan, ancak iş başından ayrılamadığı için eğitim almakta zorlanan ve eğitim aldığında da sonuçlarını hemen işine yansıtabilecek ilk kademe, teknik ara kademe yöneticilere veya yönetici adaylarına özel hazırlanmıştır.
- Teknik Ara Kademe Yöneticiliği - Soft
Üretim sektöründe faaliyet gösteren kurumlarda, operatörleri yönlendiren, onların doğru şekilde üretim yapmasını sağlayan kısacası ürünü ortaya çıkaran, operatörleri yöneten ustabaşı, posta başı, formen veya süpervizör konumundaki yöneticiler için yöneticilik yetkinliklerini arttırmak odaklı bir programdır. Bu program, kurumların başarısında katkısı yadsınamayan, ancak iş başından ayrılamadığı için eğitim almakta zorlanan ve eğitim aldığında da sonuçlarını hemen işine yansıtabilecek ilk kademe, teknik ara kademe yöneticilere veya yönetici adaylarına özel hazırlanmıştır.
- Teknik Ara Kademe Yöneticiliği - Soft
Üretim sektöründe faaliyet gösteren kurumlarda, operatörleri yönlendiren, onların doğru şekilde üretim yapmasını sağlayan kısacası ürünü ortaya çıkaran, operatörleri yöneten ustabaşı, posta başı, formen veya süpervizör konumundaki yöneticiler için yöneticilik yetkinliklerini arttırmak odaklı bir programdır. Bu program, kurumların başarısında katkısı yadsınamayan, ancak iş başından ayrılamadığı için eğitim almakta zorlanan ve eğitim aldığında da sonuçlarını hemen işine yansıtabilecek ilk kademe, teknik ara kademe yöneticilere veya yönetici adaylarına özel hazırlanmıştır.
- Teknik Ara Kademe Yöneticiliği - Soft
Üretim sektöründe faaliyet gösteren kurumlarda, operatörleri yönlendiren, onların doğru şekilde üretim yapmasını sağlayan kısacası ürünü ortaya çıkaran, operatörleri yöneten ustabaşı, posta başı, formen veya süpervizör konumundaki yöneticiler için yöneticilik yetkinliklerini arttırmak odaklı bir programdır. Bu program, kurumların başarısında katkısı yadsınamayan, ancak iş başından ayrılamadığı için eğitim almakta zorlanan ve eğitim aldığında da sonuçlarını hemen işine yansıtabilecek ilk kademe, teknik ara kademe yöneticilere veya yönetici adaylarına özel hazırlanmıştır.
- Teknik Ara Kademe Yöneticiliği - Soft
Üretim sektöründe faaliyet gösteren kurumlarda, operatörleri yönlendiren, onların doğru şekilde üretim yapmasını sağlayan kısacası ürünü ortaya çıkaran, operatörleri yöneten ustabaşı, posta başı, formen veya süpervizör konumundaki yöneticiler için yöneticilik yetkinliklerini arttırmak odaklı bir programdır. Bu program, kurumların başarısında katkısı yadsınamayan, ancak iş başından ayrılamadığı için eğitim almakta zorlanan ve eğitim aldığında da sonuçlarını hemen işine yansıtabilecek ilk kademe, teknik ara kademe yöneticilere veya yönetici adaylarına özel hazırlanmıştır.
- Teknik Ara Kademe Yöneticiliği - Soft
Üretim sektöründe faaliyet gösteren kurumlarda, operatörleri yönlendiren, onların doğru şekilde üretim yapmasını sağlayan kısacası ürünü ortaya çıkaran, operatörleri yöneten ustabaşı, posta başı, formen veya süpervizör konumundaki yöneticiler için yöneticilik yetkinliklerini arttırmak odaklı bir programdır. Bu program, kurumların başarısında katkısı yadsınamayan, ancak iş başından ayrılamadığı için eğitim almakta zorlanan ve eğitim aldığında da sonuçlarını hemen işine yansıtabilecek ilk kademe, teknik ara kademe yöneticilere veya yönetici adaylarına özel hazırlanmıştır.
- Tepe Yöneticiler için Çizgi Ötesi Liderlik Gelişim Programı
Tepe Yöneticiler için Çizgi Ötesi Liderlik Gelişim Programı, tepe yöneticilerin yöneticilerin yönetsel ve liderlik yetkinliklerini geliştirmeyi hedeflemektedir.
12K Çizgi Ötesi Liderlik Modeli (12K Above-the-Line Leadership Model), diğer benzer modellerin aksine zayıf yetkinliklere odaklanarak moral bozmaya değil, güçlü olan (çizgi ötesi) yetkinliklerin sağladığı motivasyonu kullanarak daha fazla yetkinliği geliştirip, çizgi ötesi hale getirmeyi hedeflemektedir. Program dahilinde uygulanan ve 12 modülden oluşan eğitimler kişilerin mevcut durumdaki yetkinliğinden bağımsız olarak programa katılan tüm liderler için aynı kapsamda uygulanmaktadır. Doğaldır ki; 12 yetkinlik arasında çizgi ötesi yetkinliği bulunan liderler eğitim sonunda bu güçlü alanlarının farkına varacak ve daha etkin kullanarak elde ettikleri sonuçların hazzına varacak, gelişmesi gereken yetkinliklerde de anlamlı seviyede gelişim sağlayacaklardır.
Çizgi ötesi liderlik gelişim programı;
- Mevcut durum tespiti (opsiyonel),
- 6-8 ay boyunca yürütülen ve 12 modülden oluşan program ile liderlerin çizgi ötesi yetkinliklerinin geliştirilmesi,
- Program sonunda gelişim seviyesinin tespiti
olmak üzere 3 ana bileşenden oluşmaktadır. - Toplam Kalite Yönetimi
Sanayi devrimi ile birlikte küçük atölyelerde işin ehli kişiler tarafından üretilen ürünler artık vasıfsız işçiler tarafından seri halde ve daha düşük maliyette üretilmeye başlandı. Buna paralel olarak üretim ve kalite kontrol faaliyetleri biri birinden ayrıldı. O günkü anlayış ile kalite kontrol faaliyetleri; hatasız ürünlerin müşteriye gönderilmesini engellemek için bir ayıklama işlemi olmuştur. Zamanla çalışan işçinin insan olduğunu unutan Taylor Modeli; işi küçük parçalara bölüp standardize ederek büyük verimlilik artışları sağlamıştır. Ancak bu uzun sürmemiş, bireylerin kurulan sistem içinde devamlı olarak göz ardı edilmesi; bilgi ve becerilerini yaptıkları işe aktarmamaları, verimliliğin negatif yönde etkilenmesine neden olmuştur.
Toplam Kalite Yönetimi Japon kuruluşların liderliğinde, bu çalışma sistemine önemli bir alternatif olarak ortaya çıkmış, istenen verimlilik artışının sağlanmasına zemin hazırlamıştır. Zira Toplam Kalite Yönetimi'nde; kuruluşların amaçları arasına müşteri ve içinde bulundukları toplumun yanında çalışanların da memnun edilmesi dahil edilmiş, dolayısı ile çalışanların aktif katılımı ile kuruluştaki tüm faaliyetlerin sürekli iyileştirilmesi mümkün kılınabilmiştir.
Toplam Kalite Yönetiminin temel özellikleri şunlardır:
• Müşteri odaklı çalışma
• Tedarikçiler ile işbirliği
• Çalışanların bilgi ve becerilerinin sürekli geliştirilmesi ve katılımının sağlanması
• Süreç bazlı ve rakamsal verilere dayalı yönetim
• Sürekli iyileştirme ve yaratıcılığın teşviki
• Yönetici yerine LİDERLİK kavramının benimsenmesiBu anlayıştan hareketle, herhangi bir kuruluşta uygulanması durumunda başarının tamamen rakamsal verilerle ölçülebildiği modeller oluşturulmuş ve kuruluşlara uygulamadaki başarılarından dolayı ödüller verilmiştir: Japonya'da Deming Ödülü, Amerika'da Malcom Baldrige Ödülü, Avrupa'da Avrupa Kalite Ödülü ve ülkemizde Avrupa Kalite Ödülü'nün (EFQM Model) bir benzeri olan TÜSİAD-KalDer Ödülü.
- VDA 2 PPF – Ürün ve Üretim Süreci Onayı
VDA 2 PPF - Ürün ve Üretim Süreci Onayı - SOP'ye ( Start of Production ) geçmeden, ön seri aşamasında üretim sürecimizin ve ürünlerimizin hangi şartlara göre ne şekilde onaylanması gerektiğini ve onaylarımızı nasıl ispatlayacağımızı ve bu dokümanların hangisinin müşteriye sunulacağını belirleyen bir standarttır. - VDA 6.1 Kalite Yönetim Sistemi Denetimi - Seri Üretim
Bu eğitim programı VDA 6.1 : 2016 Seri Üretim Tesisleri için Kalite Yönetim Sistemi Denetimini ele almaktadır. ISO 9001’in altyapısını baz alan eğitim katılımcıların VDA 6.1 hakkında bilgilendirilmesini hedeflemektedir. - VDA 6.1 Kalite Yönetim Sistemi Denetimi - Seri Üretim
Bu eğitim programı VDA 6.1 : 2016 Seri Üretim Tesisleri için Kalite Yönetim Sistemi Denetimini ele almaktadır. ISO 9001’in altyapısını baz alan eğitim katılımcıların VDA 6.1 hakkında bilgilendirilmesini hedeflemektedir. - VDA 6.1 Kalite Yönetim Sistemi Denetimi - Seri Üretim
Bu eğitim programı VDA 6.1 : 2016 Seri Üretim Tesisleri için Kalite Yönetim Sistemi Denetimini ele almaktadır. ISO 9001’in altyapısını baz alan eğitim katılımcıların VDA 6.1 hakkında bilgilendirilmesini hedeflemektedir. - VDA 6.1 Kalite Yönetim Sistemi Denetimi - Seri Üretim
Bu eğitim programı VDA 6.1 : 2016 Seri Üretim Tesisleri için Kalite Yönetim Sistemi Denetimini ele almaktadır. ISO 9001’in altyapısını baz alan eğitim katılımcıların VDA 6.1 hakkında bilgilendirilmesini hedeflemektedir. - VDA 6.1 Kalite Yönetim Sistemi Denetimi - Seri Üretim
Bu eğitim programı VDA 6.1 : 2016 Seri Üretim Tesisleri için Kalite Yönetim Sistemi Denetimini ele almaktadır. ISO 9001’in altyapısını baz alan eğitim katılımcıların VDA 6.1 hakkında bilgilendirilmesini hedeflemektedir. - VDA 6.1 Kalite Yönetim Sistemi Denetimi - Seri Üretim
Bu eğitim programı VDA 6.1 : 2016 Seri Üretim Tesisleri için Kalite Yönetim Sistemi Denetimini ele almaktadır. ISO 9001’in altyapısını baz alan eğitim katılımcıların VDA 6.1 hakkında bilgilendirilmesini hedeflemektedir. - VDA 6.3 Proses Denetleme
VDA 6.3 (2016) Proses Denetimi;
- Potansiyel analiz ile tedarikçi seçmek ve iyileştirmek,
- Üretim şirketlerinin proseslerdeki kontrollerini değerlendirmek ve iyileştirmek
amacıyla Alman Otomotiv Endüstri Derneği - VDA tarafından geliştirilen proses bazlı denetim standardıdır. VDA 6.3 (2016) Proses Denetimi, belirlenmiş ürün/ürün gruplarının proseslerindeki işlemleri ile bu proseslerin birbirleri arasındaki bağlantılarındaki riskleri, zayıflıkları tespit ederek, proseslerin denetim yolu ile analiz edilmesi ve değerlendirilmesi yöntemidir.
- Verimli Bir İşyeri İçin (5S) - Verimlilik Arttırma Teknikleri (KAIZEN)
- Verimli Bir İşyeri İçin (5S) - Verimlilik Arttırma Teknikleri (KAIZEN)
- Verimli Bir İşyeri İçin (5S) - Verimlilik Arttırma Teknikleri (KAIZEN)
- Verimli Bir İşyeri İçin (5S) - Verimlilik Arttırma Teknikleri (KAIZEN)
- Verimli Bir İşyeri İçin (5S) - Verimlilik Arttırma Teknikleri (KAIZEN)
- Verimli Bir İşyeri İçin (5S) - Verimlilik Arttırma Teknikleri (KAIZEN)
- Y Kuşağı Motivasyonu ve Birlikte Çalışma Kültürü
Ortalama olarak 1980-1995 yılları arasında doğan kişiler Y Kuşağı olarak adlandırılırken, iş hayatında da aktif olarak yer almaktadır. Önceki kuşaklara göre farklı beklentilere ve özelliklere sahip olan Y Kuşağı çalışanları iş hayatına farklı dinamikler getirmektedir. Kuşaklar arası bu farklılıkları pozitif anlamda değerlendirmek ise şirketlerin insan kaynakları yönetiminde öncelik verdiği konuların başında gelmektedir. - Yalın Altı Sigma Sertifika Programı - Yeşil Kuşak
Kuruluşların Stratejik Planını ile yönlendirilen Inotec'in Sd-OPEX yaklaşımı ile operasyonel mükemmelliyet çalışmaları çerçevesinde uygulanan Yalın Altı Sigma Yeşil Kuşak Programı sayesinde çalışanlara kazandırılan yetkinliklerle firmalarda hem operasyonel hem de stratejik iyileştirmeler sağlanabilir. Bu iyileştirmeler; maliyet düşürme, verimin arttırılması, pazar payının büyümesi, müşteri sürekliliği, çevrim zamanının kısalması, hata oranının azalması, kültür değişimi, ürün ve hizmet geliştirme olarak özetlenebilir. - Yalın Altı Sigma Sertifika Programı - Yeşil Kuşak
Kuruluşların Stratejik Planını ile yönlendirilen Inotec'in Sd-OPEX yaklaşımı ile operasyonel mükemmelliyet çalışmaları çerçevesinde uygulanan Yalın Altı Sigma Yeşil Kuşak Programı sayesinde çalışanlara kazandırılan yetkinliklerle firmalarda hem operasyonel hem de stratejik iyileştirmeler sağlanabilir. Bu iyileştirmeler; maliyet düşürme, verimin arttırılması, pazar payının büyümesi, müşteri sürekliliği, çevrim zamanının kısalması, hata oranının azalması, kültür değişimi, ürün ve hizmet geliştirme olarak özetlenebilir. - Yalın Altı Sigma Sertifika Programı - Yeşil Kuşak
Kuruluşların Stratejik Planını ile yönlendirilen Inotec'in Sd-OPEX yaklaşımı ile operasyonel mükemmelliyet çalışmaları çerçevesinde uygulanan Yalın Altı Sigma Yeşil Kuşak Programı sayesinde çalışanlara kazandırılan yetkinliklerle firmalarda hem operasyonel hem de stratejik iyileştirmeler sağlanabilir. Bu iyileştirmeler; maliyet düşürme, verimin arttırılması, pazar payının büyümesi, müşteri sürekliliği, çevrim zamanının kısalması, hata oranının azalması, kültür değişimi, ürün ve hizmet geliştirme olarak özetlenebilir. - Yalın Altı Sigma Sertifika Programı - Yeşil Kuşak
Kuruluşların Stratejik Planını ile yönlendirilen Inotec'in Sd-OPEX yaklaşımı ile operasyonel mükemmelliyet çalışmaları çerçevesinde uygulanan Yalın Altı Sigma Yeşil Kuşak Programı sayesinde çalışanlara kazandırılan yetkinliklerle firmalarda hem operasyonel hem de stratejik iyileştirmeler sağlanabilir. Bu iyileştirmeler; maliyet düşürme, verimin arttırılması, pazar payının büyümesi, müşteri sürekliliği, çevrim zamanının kısalması, hata oranının azalması, kültür değişimi, ürün ve hizmet geliştirme olarak özetlenebilir. - Yalın Altı Sigma Sertifika Programı - Yeşil Kuşak
Kuruluşların Stratejik Planını ile yönlendirilen Inotec'in Sd-OPEX yaklaşımı ile operasyonel mükemmelliyet çalışmaları çerçevesinde uygulanan Yalın Altı Sigma Yeşil Kuşak Programı sayesinde çalışanlara kazandırılan yetkinliklerle firmalarda hem operasyonel hem de stratejik iyileştirmeler sağlanabilir. Bu iyileştirmeler; maliyet düşürme, verimin arttırılması, pazar payının büyümesi, müşteri sürekliliği, çevrim zamanının kısalması, hata oranının azalması, kültür değişimi, ürün ve hizmet geliştirme olarak özetlenebilir. - Yalın Altı Sigma Sertifika Programı - Yeşil Kuşak
Kuruluşların Stratejik Planını ile yönlendirilen Inotec'in Sd-OPEX yaklaşımı ile operasyonel mükemmelliyet çalışmaları çerçevesinde uygulanan Yalın Altı Sigma Yeşil Kuşak Programı sayesinde çalışanlara kazandırılan yetkinliklerle firmalarda hem operasyonel hem de stratejik iyileştirmeler sağlanabilir. Bu iyileştirmeler; maliyet düşürme, verimin arttırılması, pazar payının büyümesi, müşteri sürekliliği, çevrim zamanının kısalması, hata oranının azalması, kültür değişimi, ürün ve hizmet geliştirme olarak özetlenebilir.

